

Production method for second gears of automatic automotive transmissions
A technology of automatic transmission and gear teeth, which is applied to components with teeth, mechanical equipment, belts/chains/gears, etc. It can solve the problems of reducing the smoothness and flexibility of shifting, reducing the interchangeability of gears, and high parts scrap rates. Achieve the effect of reducing production cost and quality risk, stable size and low scrap rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] A method for preparing second-gear teeth of an advanced automatic transmission for automobiles, comprising the following steps:
[0032] (1) According to the process design requirements, the raw material (20CrMoH) is cut into material sections, the surface is ground by centerless grinding, the crack is inspected by flaw detection, and then the lubricant is sprayed and dried. The selected raw material is 20CrMoH. After blanking according to the process design requirements, firstly grind the surface and then check whether there are cracks with flaw detection equipment. If there are any, it will be judged as unqualified; The agent is graphite or organic polymer lubricant, which acts as a lubricant.
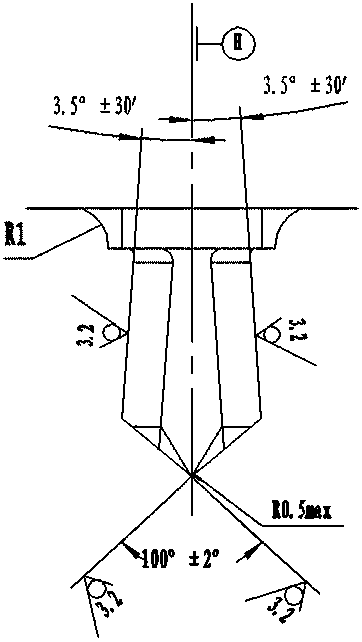
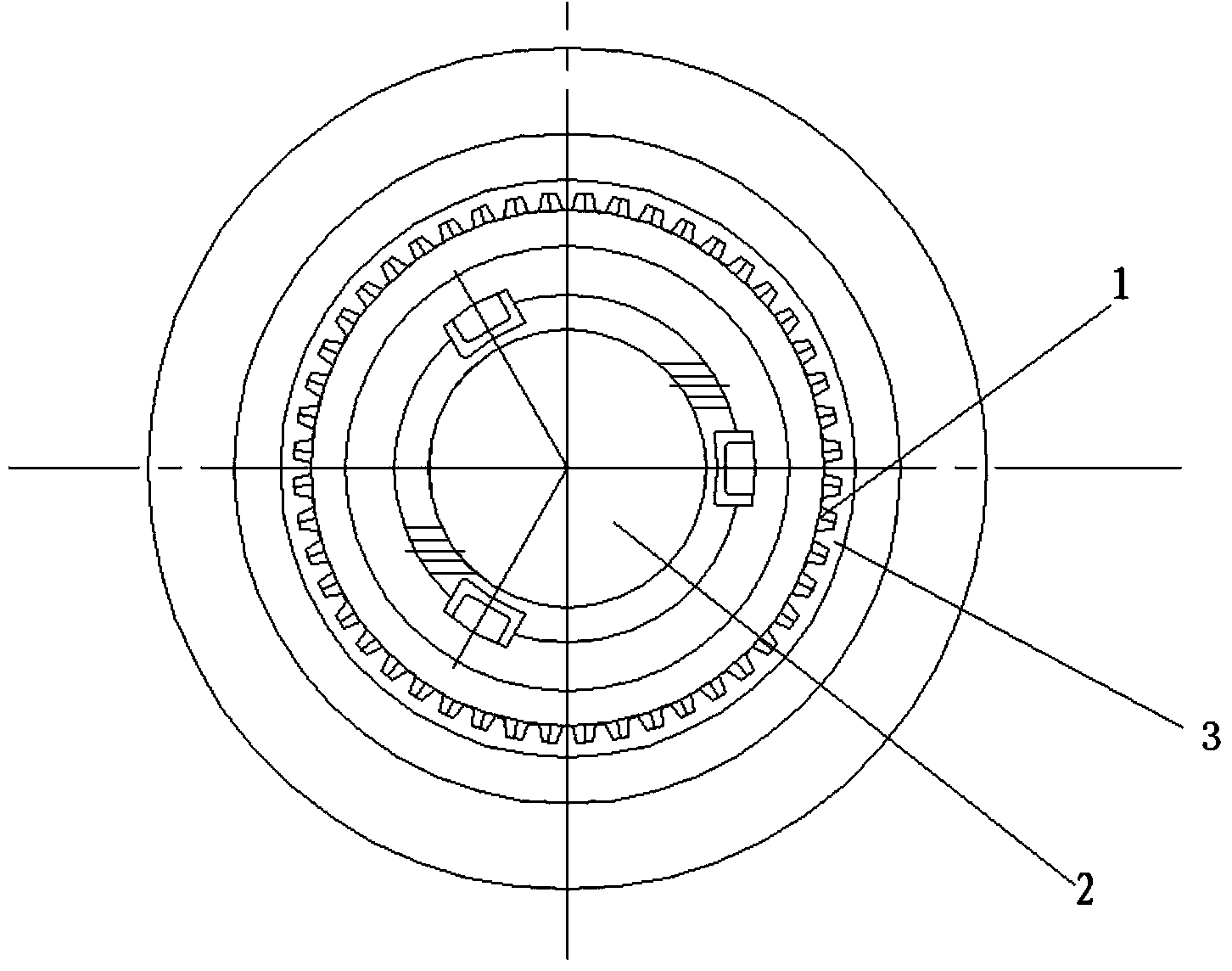
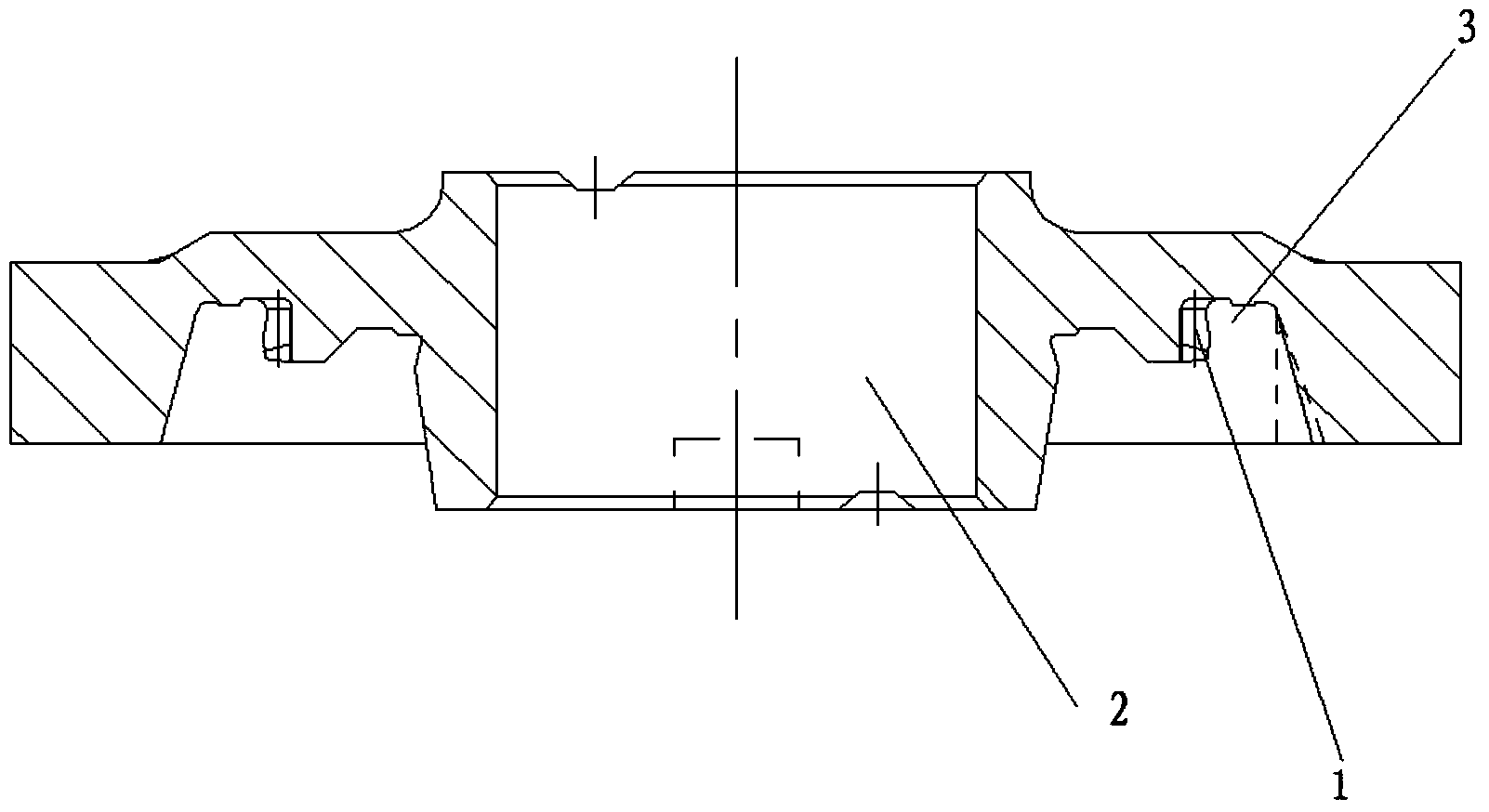
[0033] (2) Heat the blank to 810°C~850°C in an intermediate frequency induction heating furnace of nitrogen or inert gas, and warm forge it on a press to form a pre-forged billet with a tooth shape. The slope of the forging die blank is 2 to 4° larger (such as figure 2 The ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More