Nylon fiber reinforced injectable phenolic moulding plastic and preparation method thereof
A technology of phenolic molding compound and nylon fiber, applied in the field of phenolic molding compound, can solve the problems of unsatisfactory flexural strength of molding compound, and achieve the effects of improving interfacial compatibility, flexural strength and improving dispersibility
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

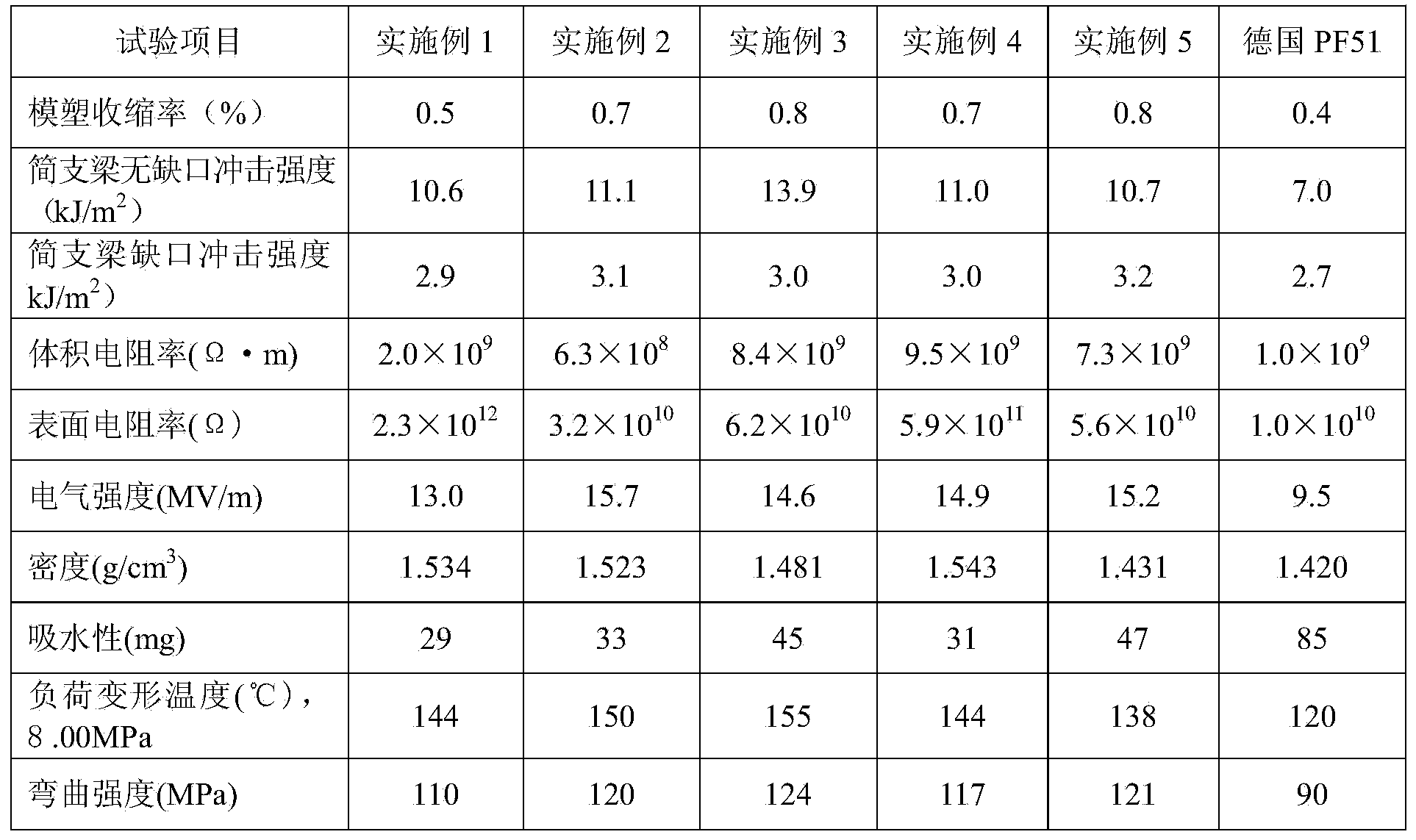
Examples
Embodiment 1
[0045]1) Weigh the following components for later use: 100 parts of novolac resin (that is, thermoplastic phenolic resin, the same below), 10 parts of hexamethylenetetramine, 80 parts of silicon micropowder of 400-600 mesh, and 2-5 mm in length 25 parts of nylon fiber, 3 parts of magnesium hydroxide, 1 part of calcium stearate;
[0046] 2) Take the silicon micropowder and titanate coupling agent equivalent to 0.5% of its dosage and place it in a ball mill tank for ball milling, control the speed of the ball mill tank to 10 rpm, and the ball milling time to 10 min;
[0047] 3) Take hexamethylenetetramine and pulverize it to 80 meshes, and then mix it evenly with the surface-treated silicon micropowder and other components;
[0048] 4) put the mixed material into a twin-screw extruder for extrusion, the barrel temperature of the twin-screw extruder is 75-90°C, and the screw rotation speed is 80rpm;
[0049] 5) After the extruded material is cooled to normal temperature, it is p...
Embodiment 2
[0062] 1) Weigh the following components for later use: 100 parts of novolac resin, 15 parts of hexamethylenetetramine, 50 parts of calcite of 600-800 mesh, 45 parts of nylon fiber with a length of 1-10 mm, and 5 parts of magnesium hydroxide , 2 parts of zinc stearate, 5 parts of iron red;
[0063] 2) Put calcite and aluminate coupling agent equivalent to 4% of its dosage in a ball mill jar for ball milling, control the speed of the ball mill jar to 50rpm, and the ball milling time is 80min;
[0064] 3) Take hexamethylenetetramine and pulverize it to 100 meshes, then mix it evenly with surface-treated calcite and other components;
[0065] 4) put the mixed material into a twin-screw extruder for extrusion, the barrel temperature of the twin-screw extruder is 90-100°C, and the screw rotation speed is 90rpm;
[0066] 5) After the extruded material is cooled to normal temperature, it is pulverized into irregular powder with a diameter of 2-5 mm to obtain the nylon fiber-reinforc...
Embodiment 3
[0079] 1) Weigh the following components by weight percentage for later use: 100 parts of novolac resin, 20 parts of hexamethylenetetramine, 30 parts of calcium carbonate of 100-300 mesh, 55 parts of nylon fiber with a length of 5-10 mm, oxidized 1 part calcium, 5 parts zinc stearate;
[0080] 2) Take calcium carbonate and silane coupling agent equivalent to 8% of its dosage and place it in a ball mill jar for ball milling, control the speed of the ball mill jar to 30rpm, and the ball milling time is 60min;
[0081] 3) take hexamethylenetetramine and pulverize it to 80 meshes, then mix it evenly with surface-treated calcium carbonate and other components;
[0082] 4) put the mixed material into a twin-screw extruder for extrusion, the barrel temperature of the twin-screw extruder is 75-85°C, and the screw rotation speed is 90rpm;
[0083] 5) After the extruded material is cooled to normal temperature, it is pulverized into irregular powder with a diameter of 4-6 mm to obtain ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| bending strength | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More