

Ferrite magnetic core blank body and preparation method thereof, and ferrite magnetic core and preparation method of ferrite magnetic core
A ferrite core and ferrite powder technology, which is applied in the field of ferrite core body and its preparation, ferrite core and its preparation, can solve the problem of increasing labor costs, reducing production efficiency, and mold cost Advanced problems, to achieve the effect of reducing labor costs, improving production efficiency, and high degree of automation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
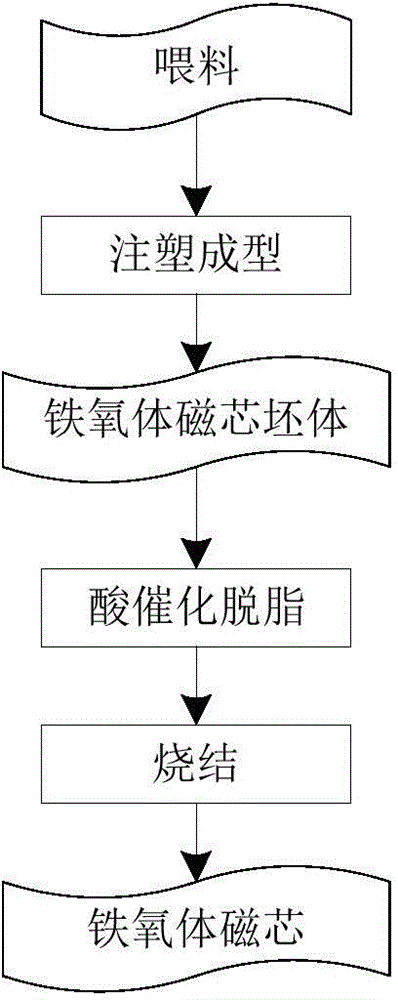
[0032] The present invention also provides a preparation method of a ferrite core, figure 1 It is a process flow diagram of the present invention, which specifically includes the following steps:
[0033] The ferrite core green body prepared by injection molding the feed material of the above-mentioned embodiment is subjected to acid-catalyzed degreasing and sintering to obtain a ferrite core;
[0034] Among them, the acid-catalyzed degreasing is carried out in the state of nitric acid or oxalic acid, and is carried out at a heating rate of 0.3-1.0° C. / min to 100-200° C. to remove more binders. Acid-catalyzed degreasing is to heat the green body in nitrogen, and the polyoxymethylene (POM) in the binder component will be decomposed by heat to change its physical state and turn into a gaseous substance. The inventor has proved through a large number of experiments that when the acid-catalyzed degreasing is carried out at a heating rate of 0.3-1.0°C / min to 100-200°C, the product...
example 1
[0050] The feed for injection molding consists of the following components by weight percentage:
[0051] Ferrite powder 70%
[0052] Binder 30%
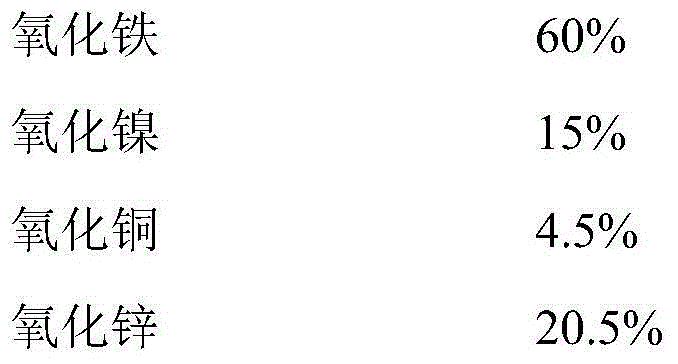
[0053] The ferrite powder wherein consists of the following components by weight percentage:
[0054]
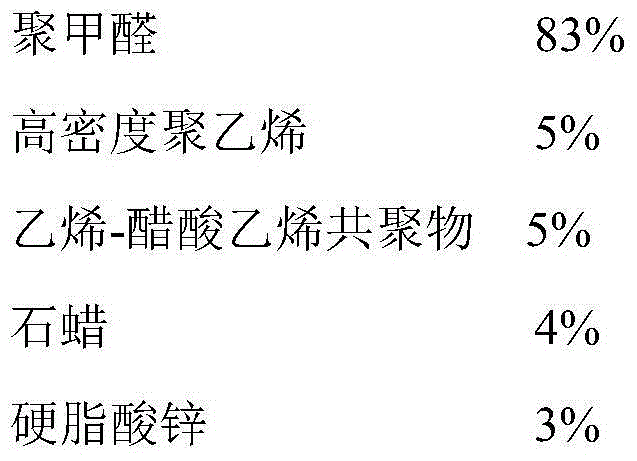
[0055] The binding agent wherein is made up of the following components by weight percentage:
[0056]
[0057] Mix according to the above weight percentages and put them into an internal mixer for internal mixing, set the temperature at 180° C., set the frequency of the agitator at 25 Hz, and obtain blocky mud after internal mixing for 60 minutes. After the mud is cooled to room temperature, use a pulverizer to pulverize the feed material with an average particle size of 8 mm.
[0058] Heat and melt the feed material in the barrel of the injection molding machine at 180°C, inject the molten feed material into the mold cavity under a pressure of 125Bar, and fill the mold cavity; after the cavity is filled, the heat in the...
example 2
[0069] Granules for injection molding are composed of the following components by weight percentage:
[0070] Ferrite powder 75%
[0071] Binder 25%
[0072] Described ferrite powder is made up of the following components by weight percentage:
[0073]
[0074] Described binding agent is made up of the component of following percentage by weight:
[0075]
[0076] Mix according to the above weight percentages and put them into an internal mixer for internal mixing, set the temperature at 180° C., set the frequency of the agitator at 25 Hz, and obtain blocky mud after internal mixing for 60 minutes. After the mud is cooled to room temperature, use a pulverizer to pulverize the feed material with an average particle size of 8mm.
[0077] Heat and melt the feed in the barrel of the injection molding machine at 180°C, inject the melted feed into the cavity under a pressure of 125 Bar, and fill the cavity; after the cavity is filled, the heat in the feed passes through the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More