

Neodymium iron boron magnet and neodymium iron boron magnet surface plating method
A NdFeB magnet technology is applied in the field of NdFeB magnets and NdFeB magnet surface coating, NdFeB magnets and NdFeB magnets surface coating anti-corrosion layer, which can solve the problem of poor bonding force between film and substrate, corrosion , high equipment structure requirements, to achieve the effect of improving anti-corrosion performance, ensuring compactness and improving corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

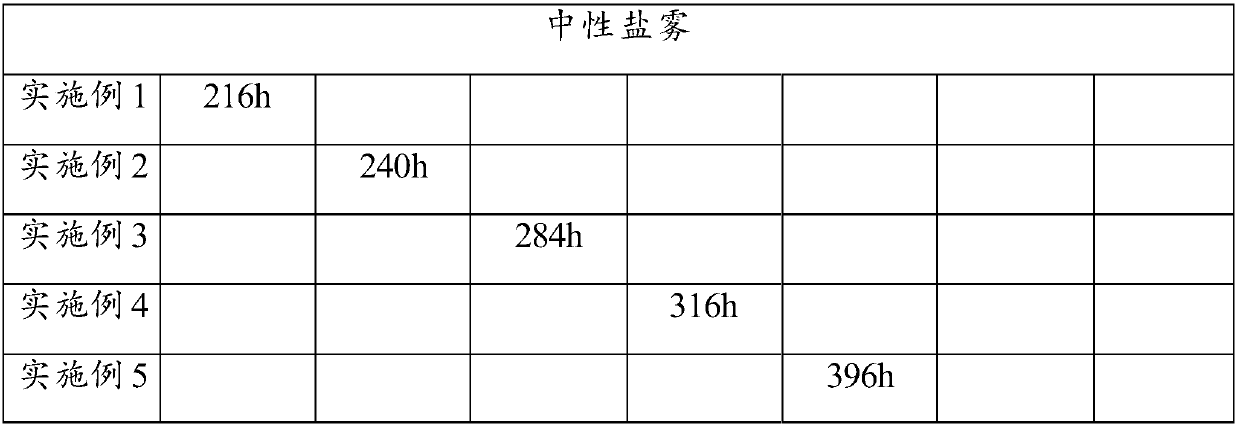
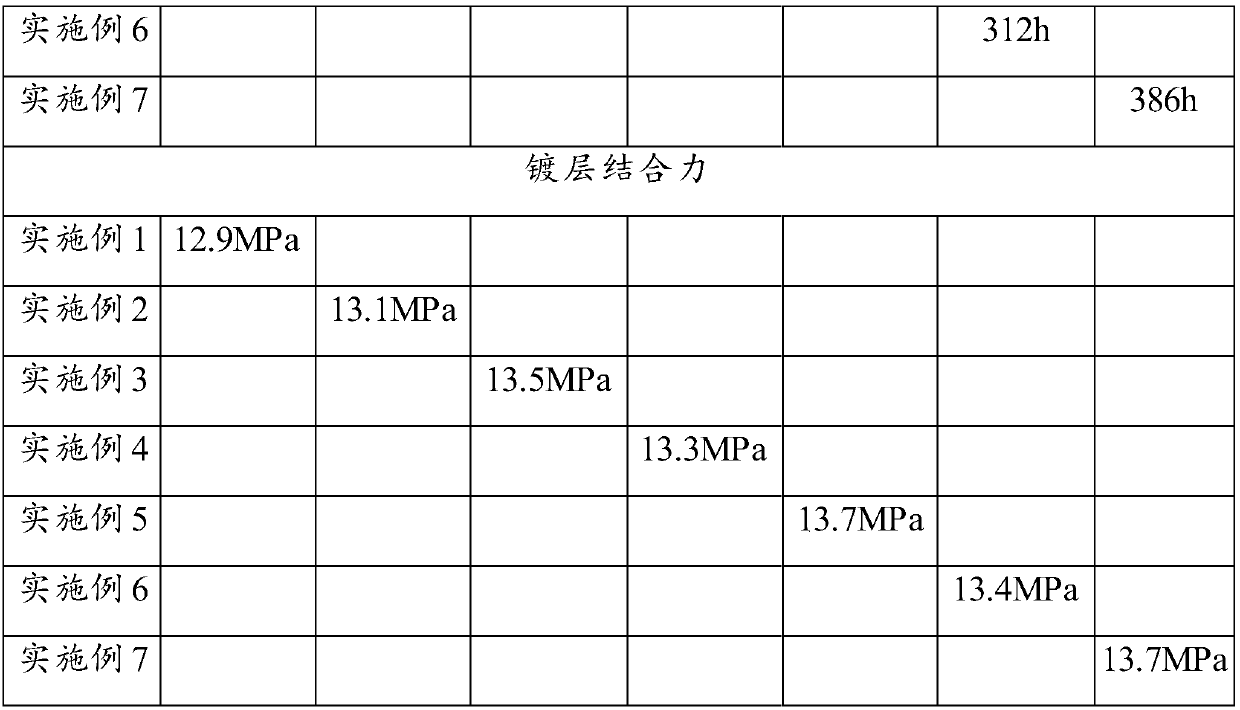
Examples
Embodiment 1
[0072] Multi-arc ion plating aluminum base, then magnetron sputtering aluminum plating
[0073] 1. After the NdFeB magnet is soaked in the degreasing solution for 10 minutes, it is ultrasonically pickled for 20 seconds to clean the dust on the surface. After drying, it is placed in a vacuum magnetron sputtering furnace.
[0074] 2. Turn on the heating of the furnace body to keep the temperature in the furnace at 200°C, and turn on the vacuum pump to make the vacuum degree in the furnace reach 4.0*10 -3 .
[0075] 3. Turn on the multi-arc power supply to coat the surface of the magnet with the first layer of aluminum coating. The current is set to 45A, the coating time is 0.5h, and the coating thickness is 1μm.
[0076] 4. Turn off the multi-arc power supply, turn on the intermediate frequency power supply, and set the current to 13A, so that the second layer of aluminum coating is coated on the surface of the magnet. The coating time is 1.5h, and the coating thickness is 6μm....
Embodiment 2
[0084] Multi-arc ion galvanizing as primer, then magnetron sputtering aluminum plating
[0085] 1. After the NdFeB magnet is soaked in the degreasing solution for 10 minutes, it is ultrasonically pickled for 20 seconds to clean the dust on the surface. After drying, it is placed in a vacuum magnetron sputtering furnace.
[0086] 2. Turn on the heating of the furnace body to keep the temperature in the furnace at 200°C, and turn on the vacuum pump to make the vacuum degree in the furnace reach 4.0*10 -3 .
[0087] 3. Turn on the multi-arc power supply to coat the surface of the magnet with the first layer of zinc coating. The current is set to 45A, the coating time is 0.5h, and the coating thickness is 1μm.
[0088] 4. Turn off the multi-arc power supply, turn on the intermediate frequency power supply, and set the current to 13A, so that the second layer of aluminum coating is coated on the surface of the magnet. The coating time is 1.5h, and the coating thickness is 6μm.
...
Embodiment 3
[0093] Multi-arc ion plating aluminum base, then magnetron sputtering aluminum plating
[0094] 1. After the NdFeB magnet is soaked in the degreasing solution for 10 minutes, it is ultrasonically pickled for 20 seconds to clean the dust on the surface. After drying, it is placed in a vacuum magnetron sputtering furnace.
[0095] 2. Turn on the heating of the furnace body to keep the temperature in the furnace at 200°C, and turn on the vacuum pump to make the vacuum degree in the furnace reach 6.0*10 -3 .
[0096] 3. Turn on the multi-arc power supply to coat the surface of the magnet with the first layer of aluminum coating. The current is set to 45A, the coating time is 0.8h, and the coating thickness is 1.2μm.
[0097] 4. Turn off the multi-arc power supply, turn on the intermediate frequency power supply, and set the current to 13A, so that the surface of the magnet is coated with a second layer of aluminum coating, the coating time is 2h, and the coating thickness is 8μm....
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More