

Preparation method for target
A target and target blank technology, which is applied in metal material coating process, ion implantation plating, coating, etc., can solve the problem that the density cannot meet higher-end display technology, the surface flatness of ITO target is not enough, ITO Target nodulation and other problems, to achieve the effect of reducing macro and micro voids, high density, less micro voids and defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
preparation example Construction
[0026] The invention provides a method for preparing a target, comprising the following steps:
[0027] (1) After the target material is melted, blast forming, classification treatment and annealing treatment are carried out sequentially to obtain powder oxide;
[0028] (2) carrying out nano-ball milling after mixing the powdered oxide obtained in the step (1) with water to obtain a ball mill;
[0029] (3) spraying and granulating the ball mill material obtained in the step (2) to obtain a blank;
[0030] (4) subjecting the blank obtained in the step (3) to hydroforming, vacuum packaging and cold isostatic pressing in sequence to obtain a target blank;
[0031] (5) Sintering the target body obtained in step (4) to obtain a target;
[0032] The sintering is carried out under a mixed atmosphere of oxygen and air;
[0033] The sintering pressure is 1.4-1.6 atm.
[0034] In the present invention, the target raw material is melted and subjected to explosive forming, classificat...
Embodiment 1
[0049] Preparation of ITO target:
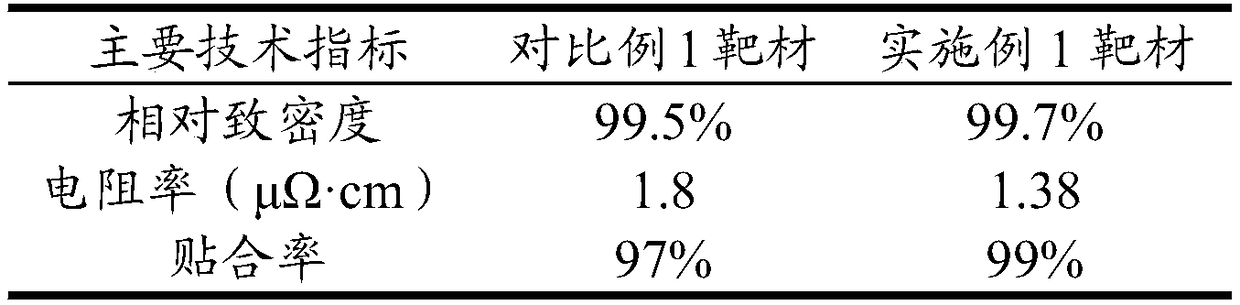
[0050] According to the ratio of indium to tin ratio of 1:8, the target raw material was melted, followed by blast forming, classification treatment and annealing treatment at 900°C for 6.5 hours to obtain powder oxide; after mixing with water, nano ball milling was carried out to obtain a particle size of 360nm The ball abrasive is sprayed and granulated to obtain a blank; the blank is subjected to hydroforming and vacuum packaging in sequence, and then subjected to 285MPa cold isostatic pressing to obtain a target blank; the target blank is heated at 650°C Degreasing for 5 days; put the degreased target body into the sintering furnace, feed oxygen to adjust the pressure in the sintering furnace to 1 atm, and fix the flow rate of oxygen into the furnace, and then feed air to pressurize the pressure in the sintering furnace to adjust to 1.5atm, the fixed air flow rate remains unchanged; start sintering, and maintain the flow rate of oxygen a...
Embodiment 2
[0059] Preparation of ZTO target
[0060] According to the ratio of zinc to tin ratio of 1:1, the target raw material is melted, followed by blasting forming, classification treatment and annealing treatment at 900°C for 6.5h to obtain powder oxide; after mixing with water, conduct nano ball milling to obtain a particle size of 360nm The ball abrasive is sprayed and granulated to obtain a blank; the blank is subjected to hydroforming and vacuum packaging in sequence, and then subjected to 285MPa cold isostatic pressing to obtain a target blank; the target blank is heated at 650°C Degreasing for 5 days; put the degreased target body into the sintering furnace, feed oxygen to adjust the pressure in the sintering furnace to 1 atm, and fix the flow rate of oxygen into the furnace, and then feed air to pressurize the pressure in the sintering furnace to adjust to 1.5atm, fixed air flow rate remains unchanged; start sintering, maintain the flow rate of oxygen and air during sinterin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| electrical resistivity | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More