

Thermoplastic micro-balloon polymeric elastomer material and preparation method thereof
A thermoplastic polymer and polymer material technology, applied in the field of polymer material preparation, can solve problems such as simple control mode and instability, and achieve the effect of improving energy absorption and storage and good buffering
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0063] As a preferred embodiment, the preparation method of thermoplastic micro-airbag polymer elastomer material comprises the following steps:
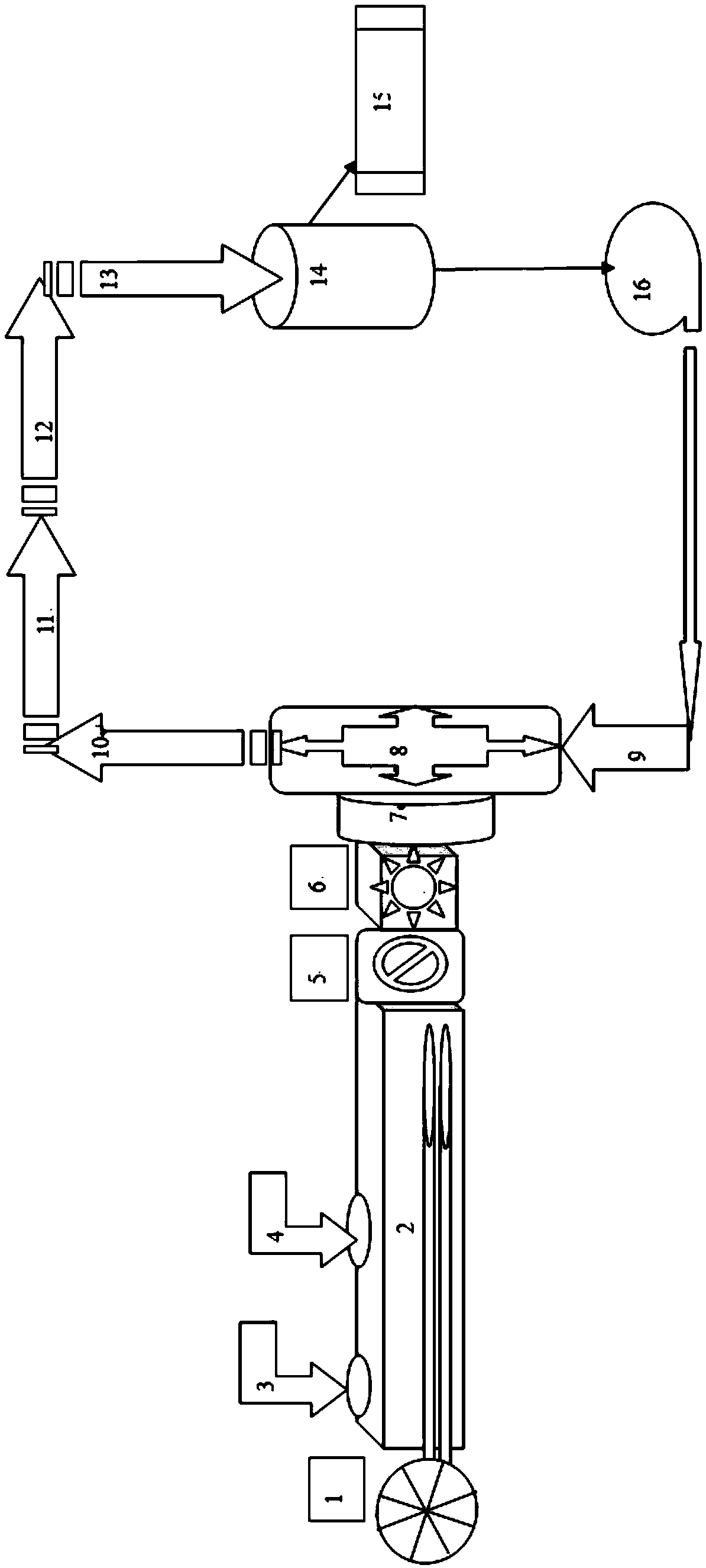
[0064] (1) Feed the supporting skeleton polymer material, the pressure-resistant slow-rebound polymer material and the nucleating agent from the feed port at the front end of the twin-screw extruder, and feed the foaming agent from the feed port in the middle of the twin-screw extruder, so that After the hot-melt mixing of each raw material is sufficient, it enters the static mixer for further homogenization, and then is controlled and quantitatively transported by the melt pump;
[0065] (2) The hot melt pumped out by the melt pump enters the underwater pelletizing chamber through the die head to be pelletized, and is taken out by the process water for separation, and the obtained pellets are screened and dried to form the target product.
[0066] As a more preferred embodiment of the above, the temperature of the twin-screw extruder...
Embodiment 1
[0075] According to the above as figure 1 The technical process prepares the thermoplastic micro-airbag polymer elastomer material of the present invention according to the following raw material formula and process conditions:
[0076] Among them, molecular weight M w In 150K~300K (here K represents the unit thousand) polyether thermoplastic polyurethane, the addition ratio is 75% (weight percentage, the same below), the molecular weight M w For polyether thermoplastic polyurethane at 50K~100K, the addition ratio is 20%, and the foaming agent is CO 2 , the addition amount is 4.5%, and the nucleating agent is calcium carbonate, and the addition amount is 0.5%. Twin-screw extruder length-to-diameter ratio L / D=40, screw heating temperature 160-220°C, static mixer temperature 140-180°C, melt pump inlet pressure 100-120bar, process water pressure about 12bar, control the release pressure The difference (that is, the pressure difference between the high-pressure hot melt at the ...
Embodiment 2
[0080] According to the above as figure 1 The technical process prepares the thermoplastic micro-airbag polymer elastomer material of the present invention according to the following raw material formula and process conditions:
[0081] Among them, molecular weight M w Polyether thermoplastic polyurethane at 300K~500K (K here represents the unit thousand), the addition ratio is 60% (weight percentage, the same below), the molecular weight M w In 150K~250K polyether thermoplastic polyurethane, the addition ratio is 35%, and the foaming agent is N 2 , the addition amount is 4.95%, and the nucleating agent is carbon black, and the addition amount is 0.05%. Twin-screw extruder length-to-diameter ratio L / D=56, screw heating temperature 160-220°C, static mixer temperature 140-180°C, melt pump inlet pressure 100-150bar, process water pressure 6bar or so, control pressure release The difference (that is, the pressure difference between the high-pressure hot melt at the outlet of th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Shore hardness | aaaaa | aaaaa |
| Shore hardness | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More