

Rotary reciprocating extrusion device for superfine crystal magnesium alloy and processing method
A reciprocating extrusion and magnesium alloy technology, applied in metal extrusion, metal processing equipment, metal extrusion dies, etc., can solve the problems of unfavorable batch production, etc., and achieve the effect of simple structure, fine grain and uniform structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
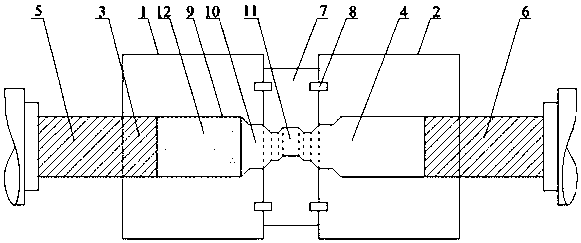
[0037] All parts of the reciprocating extrusion die in the present invention are made of chromium tungsten-manganese steel, and the left and right extrusion die cavities and the internal die cavities of the rotating wheel have smooth surfaces with a roughness of Ra0.16-0.32 μm.
[0038] Materials and chemical reagents used: magnesium alloy profile: AZ31 magnesium alloy block blank; sandpaper: SiC, 600 mesh, 2 sheets; 1000 mesh, 2 sheets; 1200 mesh, 2 sheets; 2500 mesh, 2 sheets; high temperature graphite oil solution: C, 30ml; absolute ethanol: CH 3 CH 2 OH, 1200ml; Acetone: C 3 h 6 O, 800ml.
[0039] A variable channel rotary reciprocating extrusion processing technology and method for magnesium alloys, using the following steps:
[0040] (1) Install the rotary reciprocating extrusion device on the horizontal hydraulic extrusion machine, the installation is firm, the position and connection relationship of each part must be correct, and the operation should be done in seq...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More