

A method for preparing large-scale manganese-containing high-entropy alloy ingots
A high-entropy alloy, large-scale technology, applied in the field of nuclear power, can solve the problems of composition segregation and uneven structure, and achieve the effects of accurate composition, good uniformity, and simple and easy process.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
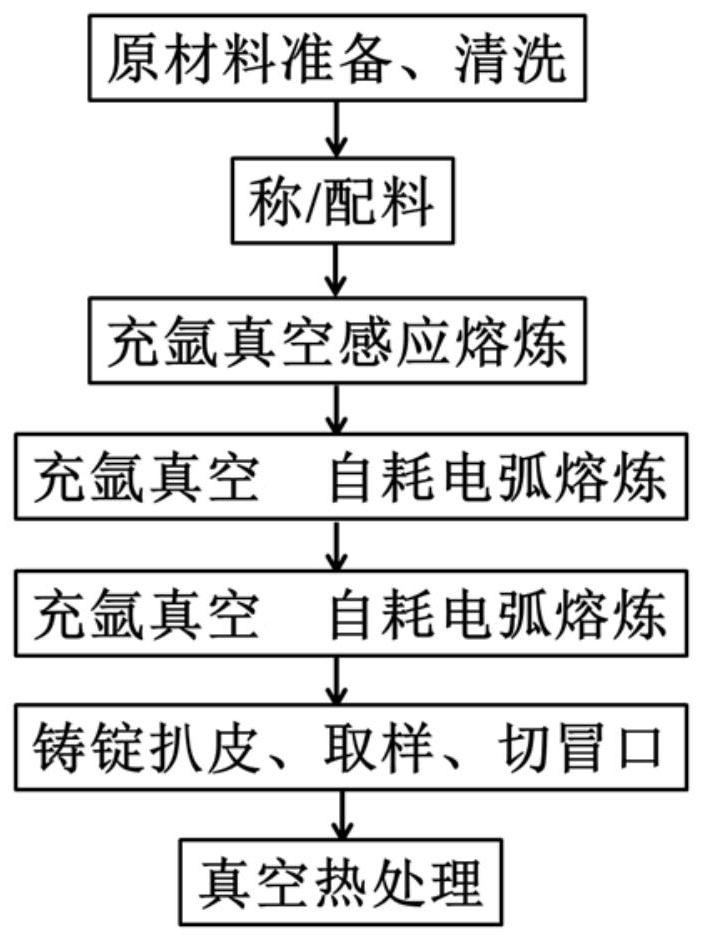
[0026] see figure 1 A method for preparing a large-scale manganese-containing high-entropy alloy ingot of the present invention, comprising the steps of:
[0027] Step 1, according to the content of Fe, Cr, Ni and Mn in the Fe-Cr-Ni-Mn high-entropy alloy is 25 at.%, according to the ingredient list, accurately weigh the weight of Fe, Cr, Ni and Mn. Considering the volatilization of Mn element, the amount of Mn element increased by 5% during batching. Make sure all elements are dry and free from oil, rust oxides. Add each group that has been accurately weighed into the crucible.
[0028] Step 2. Preheat the preheated ingot mold sprayed with zircon powder coating at 180-250°C for 2 hours, and then place it in the pouring position. The bottom of the ingot mold should be covered with ceramic wool, and the outside should be wrapped with ceramic wool to prevent temperature loss. is too big.
[0029] Step 3, argon-filled medium-frequency vacuum induction melting; start the vacuum...
Embodiment 1
[0037] The present embodiment is a kind of Fe-Cr-Ni-Al-Zr0.1 high-entropy alloy, the content of Fe, Cr, Ni and Al element is 25 at.%, described high-entropy alloy is made of the high-purity Fe that purity is 99.9% , 99.8% electrolytic Ni, 99.7% electrolytic Cr, and 99.5% electrolytic Mn are formulated according to the chemical formula Fe-Cr-Ni-Mn, and the stated ratios are atomic ratios.
[0038] Step 1. Put the weighed raw materials into the crucible, evacuate to 1Pa, fill with 5500Pa high-purity argon, and carry out alloy melting in a vacuum induction furnace under the protection of argon atmosphere. During the smelting process, the vacuum degree of argon should be kept at about 5500Pa, and argon can be filled and evacuated intermittently if necessary;
[0039] Step 2. After preheating the ingot mold at 700°C for 1.5 hours and spraying zircon powder coating, after preheating at 200°C for 2 hours, place it in the pouring position and wait for the melting to complete before po...
Embodiment 2
[0047] Step 1, according to the content of Fe, Cr, Ni and Mn in the Fe-Cr-Ni-Mn high-entropy alloy is 25 at.%, according to the ingredient list, accurately weigh the weight of Fe, Cr, Ni and Mn. Considering the volatilization of Mn element, the amount of Mn element increased by 5% during batching. Make sure all elements are dry and free from oil, rust oxides. Add each group that has been accurately weighed into the crucible.
[0048] Step 2: Preheat the ingot mold at 700°C for 1.5 hours and sprayed with zircon powder coating. After preheating at 180°C for 2 hours, place it at the pouring position. The bottom of the ingot mold should be covered with ceramic wool, and the outside should be wrapped with ceramic wool to prevent The temperature loss is too large.
[0049] Step 3, argon-filled medium-frequency vacuum induction melting; start the vacuum pump to vacuumize the raw materials in the crucible, and when the vacuum degree is less than 1Pa, fill high-purity argon to 4500Pa...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More