

Technology and apparatus for making jet-type centrifugal rotary mould of great non-crystal ring parts
A centrifugal rotary mold and manufacturing process technology, which is applied in the field of jet centrifugal rotary mold manufacturing process and equipment for annular bulk amorphous parts, can solve the problems of very strict requirements, difficult preparation and high cost, and achieves simple device structure and cooling speed. Fast and productive results
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
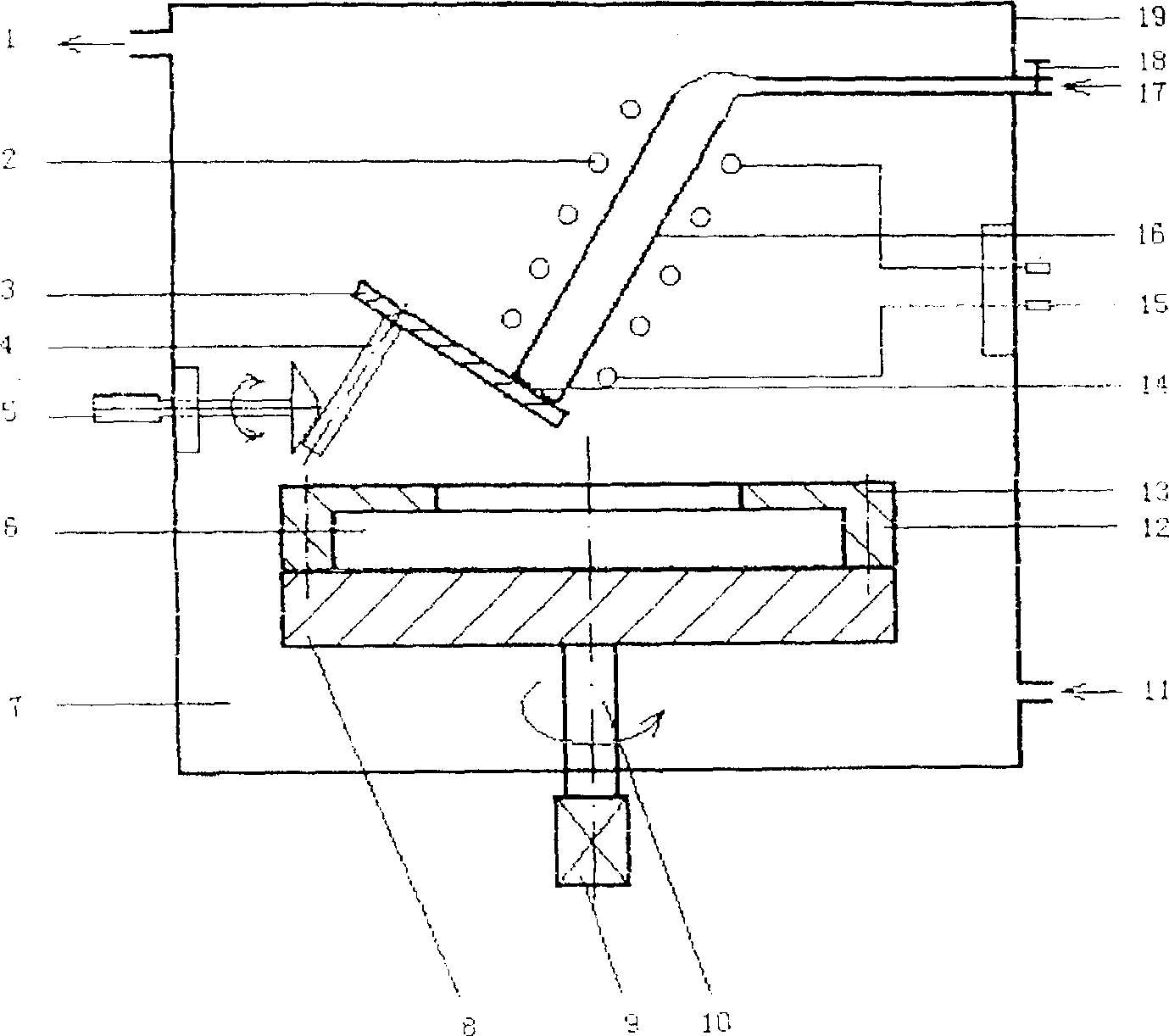
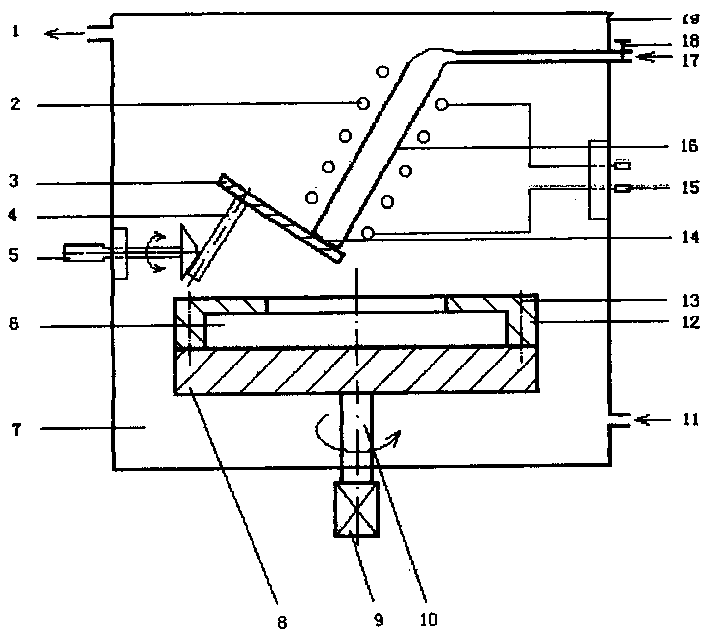
[0012] When the device is working, first put the master alloy into the crucible, and vacuumize the system through the interface [1]. After the vacuum degree reaches 10-5 Torr, fill in argon or helium with an atmospheric pressure through the interface (11); then turn on the intermediate frequency The power supply heats and melts the alloy, and after the temperature reaches the range of 10 to 300 degrees above the melting point of the alloy, keep it warm for 5 to 10 minutes; turn the baffle (3) to open the nozzle hole (14) at the bottom of the crucible, and open the throttle valve (17) at the same time, so that The crucible is connected with the argon gas of five to ten atmospheres, and the liquid alloy in the crucible is ejected from the nozzle hole (14) under the pressure of five to ten atmospheres, and injected into the combined rotary mold (12) rotating at high speed. Under the action of centrifugal force, the mold cavity (6) is filled and solidified to form a ring-shaped bul...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More