

Preparation method of steel and iron material composite coating
A composite coating and steel material technology, applied in metal material coating technology, coating, superimposed layer plating, etc., can solve the problems of poor high temperature resistance, corrosion resistance and wear resistance, etc. The effect of poor abrasive performance, good wear resistance, and good skeleton support effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0032] A method for preparing a steel material composite coating, the specific steps are as follows:
[0033] Step 1: Sand blast the base material first, and use 16-200 mesh corundum to spray the base material surface to remove rust, scale and other pollutants on the base material surface, so that the steel surface roughness is 12μm≤Rz≤70μm , and then further clean the surface of the substrate with an organic solvent such as acetone to form a dry and clean surface;
[0034] Step 2, after the sandblasting is completed, prepare the thermal sprayed aluminum coating, which can be prepared by flame spraying, arc spraying, supersonic flame spraying or plasma spraying;
[0035] Before the thermal sprayed aluminum coating is prepared, the base material should be preheated to remove the moisture or water on the surface of the sample. The preheating conditions are: 80°C to 200°C, and the time is 30min to 90min; the thermal sprayed aluminum should be Al≥ 99.7% pure aluminum wire or Mg≤5...
Embodiment 1
[0046] The base material of the test piece is made of 40Cr steel, the size is 150mm×100mm×3mm, the surface is milled to a roughness of Ra1.6, and it is ready for use.
[0047] ①Sand blasting treatment: firstly clean the sample with acetone to remove surface grease; then use 60-mesh corundum to spray the surface of the substrate; then use acetone to clean the surface of the sample again; dry the sample to form a dry , Clean the surface and set aside.
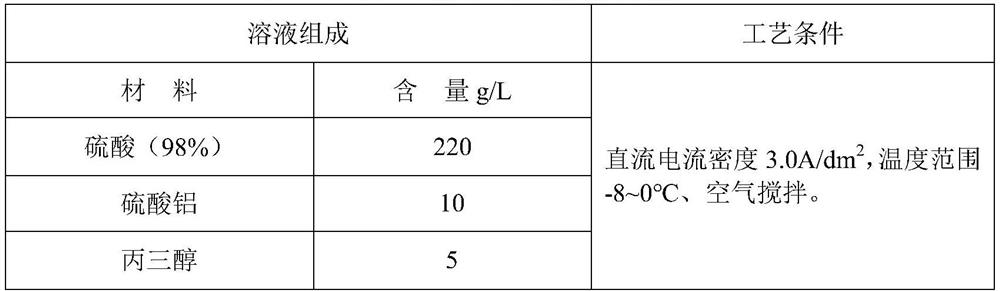
[0048] ②Preparation of thermal spraying aluminum coating: put the sample in an oven and heat it to 200°C, hold it for 30 minutes, place the sample on the tooling frame, and spray aluminum by flame spraying method, wherein the aluminum material is Al≥99.7 % pure aluminum wire, the thermal spray gun is QX-1 high-speed spray gun. During the spraying process, the acetylene pressure is 0.05Mpa, the oxygen pressure is 0.4Mpa, the air pressure is 0.4Mpa, the spraying angle is controlled at 90°, and the spraying distance is 180mm; the a...
Embodiment 2
[0058] The base material of the test piece is 45 steel, the size is 150mm×100mm×3mm, the surface is milled to a roughness of Ra1.6, and it is ready for use.
[0059] ① Treat the sample according to ①~② of Example 1.
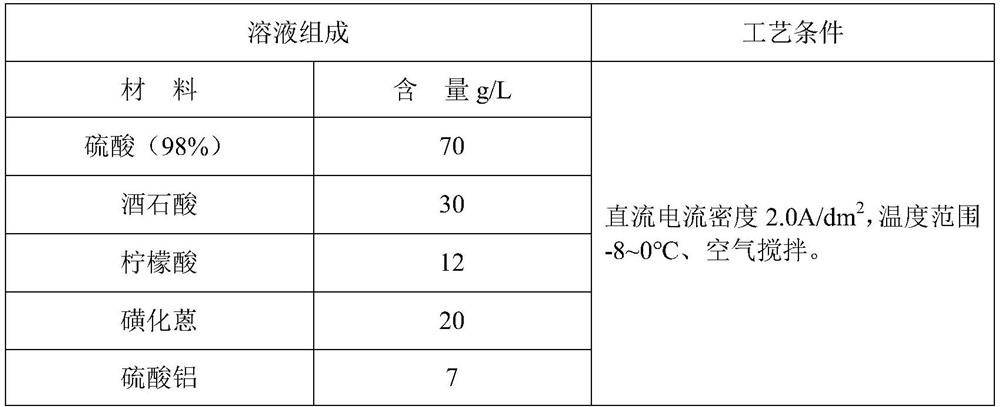
[0060] ②Preparation of high temperature resistant organic coating on thermal sprayed aluminum surface: prepare high temperature resistant organic coating on thermal sprayed aluminum surface by air spraying method, wherein, high temperature resistant coating adopts WS120 polyimide coating, and the solid content of coating is 30%. When spraying, the average distance between the spray gun and the sample is 25cm, and the feed rate, air intake and spraying speed of the spray gun are controlled. After multiple sprays, the average dry film thickness of the high-temperature resistant organic coating is controlled to be 30 μm, and the sample is placed in 180 ° C. In the oven, solidify for 30 minutes, cool to room temperature, and take out the sample.
[0061] ③High tempe...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More