

Anode supporting solid electrolyte compound film for solid oxide fuel battery and its preparing method
An anode-supported, solid oxide technology, used in fuel cell components, solid electrolyte fuel cells, fuel cells, etc., can solve problems such as being unsuitable for large-scale production, poor electrolyte bonding, and difficult sintering of the intermediate layer. The effect of good quality, good performance and high efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
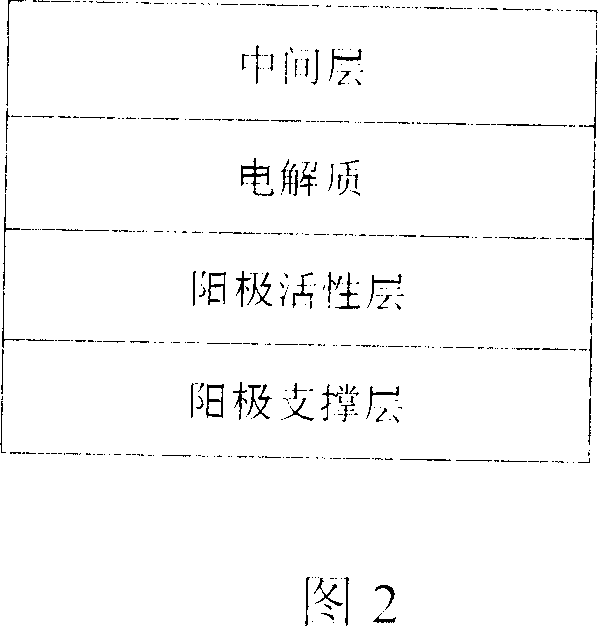
[0031] Fabrication of Large Area Anode Supported Electrolyte Composite Membrane by Multilayer Casting Method
[0032] Take by weighing 45g8YSZ respectively to be TOSOH (commercial) 8% yttrium oxide fully stabilized zirconia, 30g domestic 3mol%Y 2 o 3 Doped tetragonal polycrystalline zirconia (3Y-TZP) and 75g NiO as black Ni 2 o 3The anode support layer mixed powder obtained by decomposing at 800°C; Weigh 20g of fully stabilized zirconia (self-made) with 9mol% scandium oxide as electrolyte powder; Weigh 20g of domestic intermediate layer powder CGO as cerium oxide doped with 20mol% gadolinium , take by weighing 22g of the mixture of the anode active layer powder NiO-SSZ, then respectively add butanone and ethanol (by 2:1 mass ratio) mixed solvent, add about 3wt% triethanolamine dispersant for the anode support layer, for the middle layer Add about 5wt% triethanolamine dispersant to the electrolyte, anode active layer, respectively, and use a planetary ball mill to mix for 1 ...
Embodiment 2
[0034] Manufacture of large-area anode-supported electrolyte composite membrane by multi-layer casting method
[0035] Cut the dried composite membrane blank into the required size and area using a porous alumina press plate-composite membrane blank-porous alumina press plate, which is similar to a "sandwich" structure and placed in a muffle furnace for co-firing, in which the porous alumina The porosity of the press plate is 50-60%, and the temperature is raised to 600°C at a rate of 30°C / h for 2 hours, then the temperature is raised to 1450°C at a rate of 120°C / h for 4 hours, and then the temperature is cooled to 700°C at a rate of 80°C / h. Lower the temperature to complete plastic discharge and sintering at one time.
Embodiment 3
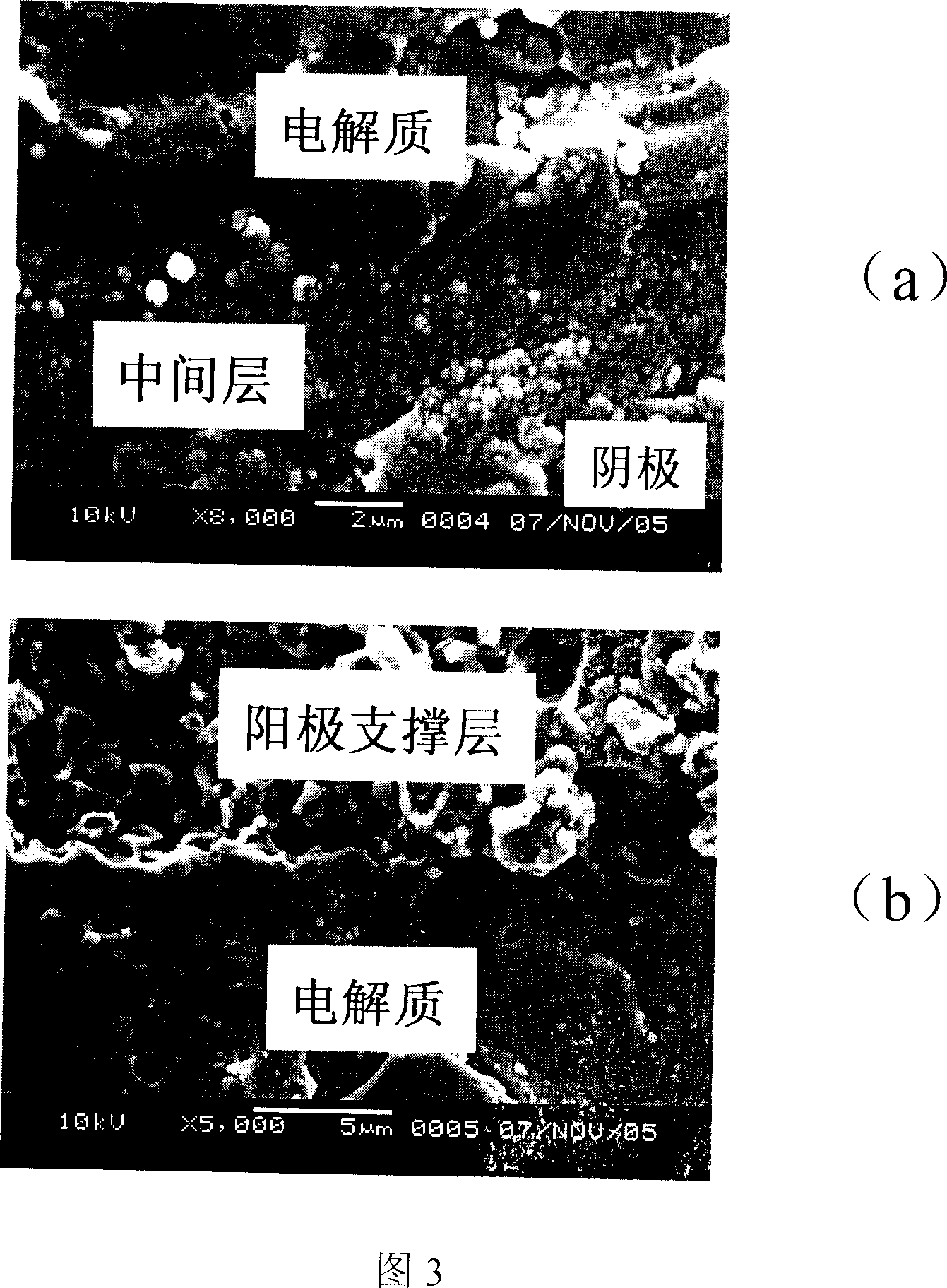
[0037] Comparison of SEM photos of single cells after four-layer casting and three-layer casting + impregnated interlayer composite membrane coated with cathode for power generation
[0038] It can be seen from Figure 3 and Figure 4 that the four-layer tape-cast co-fired composite membrane is well combined with the electrolyte layer after the cathode is applied for power generation, and the sintering of the middle layer is very good, and there is basically no delamination after power generation. , while the three-layer cast + impregnated intermediate layer composite film is coated with cathode for power generation, it is obvious that the combination of the intermediate layer and the electrolyte layer is not very good. The main problem is that the intermediate layer is almost not sintered, so it cannot prevent the cathode from SSZ electrolyte. The role of the reaction between the layers, which is the main reason for the poor performance of the battery.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More