

Method of producing thermoformed articles from gas impregnated polymer
a technology of gas imprégnation and thermoplastic polymer, which is applied in the direction of lids, transportation and packaging, packaging, etc., can solve the problems of increasing thermoforming costs, increasing energy input, and not being able to achieve significant undercuts or reentries, so as to improve the performance of thermoplastic materials and reduce the glass transition temperature of exposed polymers.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
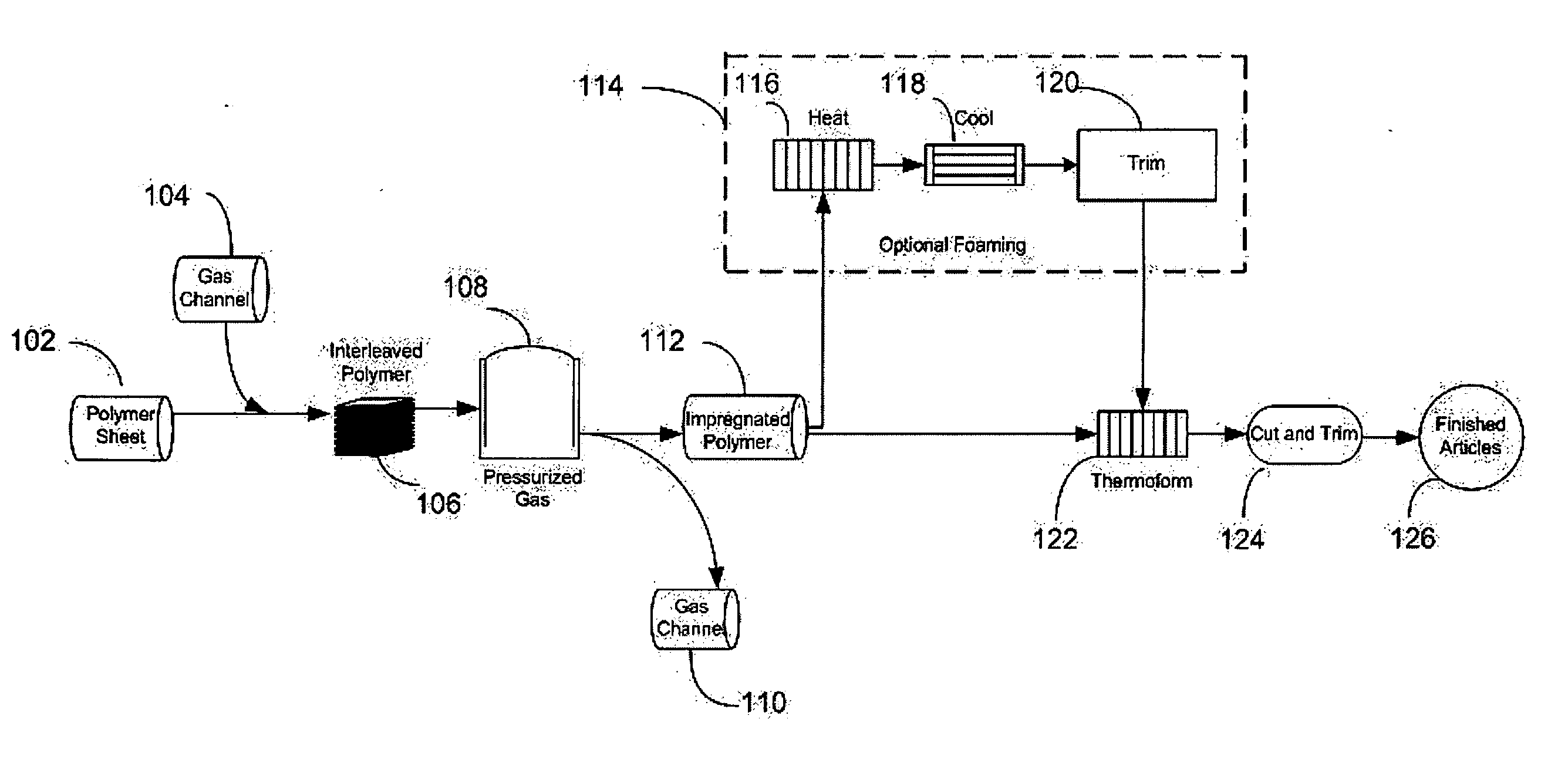
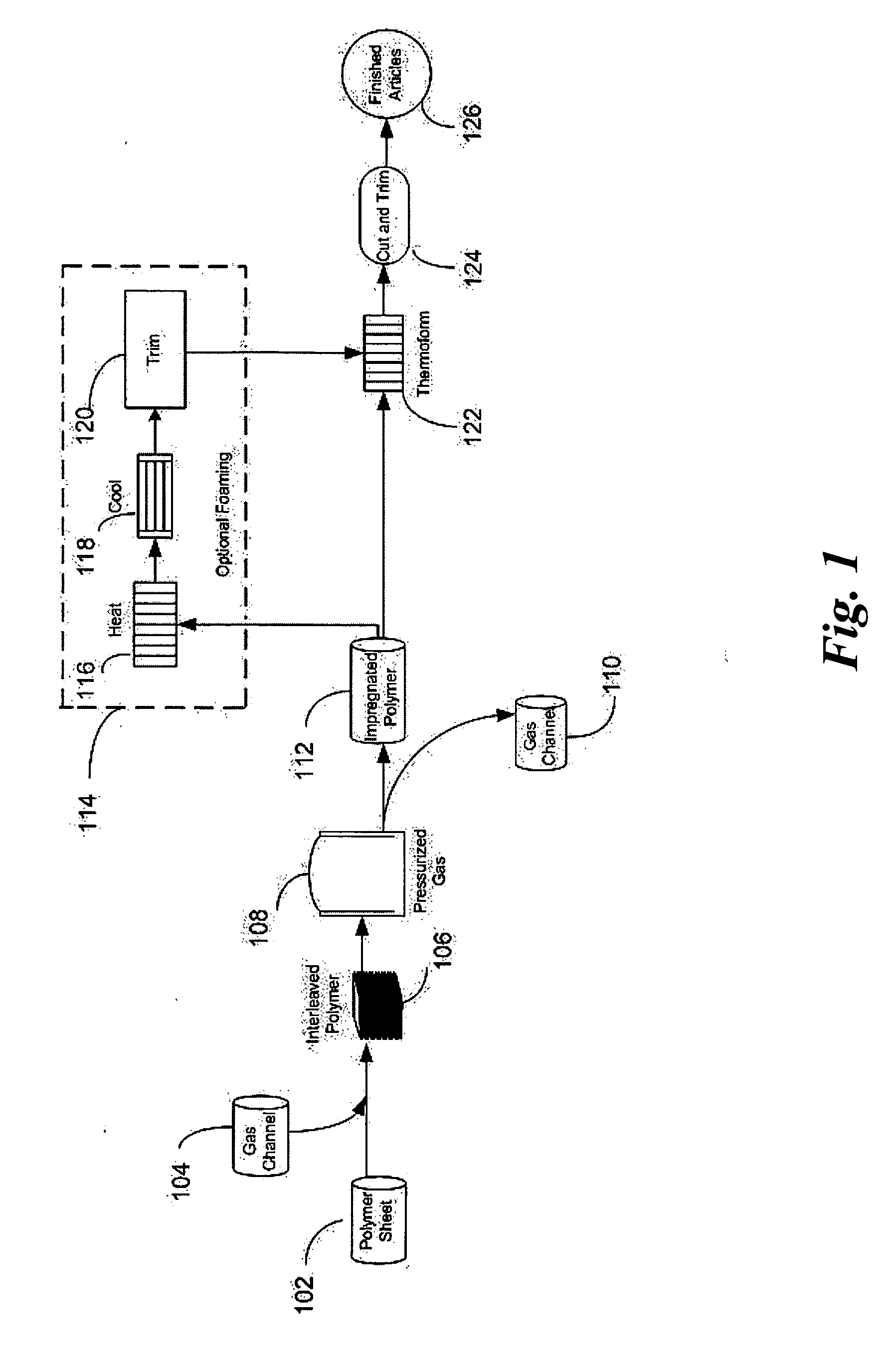
Method used
Image

Examples
example 1
Conclusions
[0075] When thermoforming foams without thick or noticeable skin: [0076] a. Short degas times after foaming limited heat time (foam temperature) to too low a temperature for thermoforming—longer times caused blistering; [0077] b. The best compromise of gas concentration versus formability (ductility) was at a few hours desorb time; [0078] c. Longer degas times decreased formability. At 51 hours, a cup could not be formed with 14 seconds of heat time due to low ductility, even at 110 psi forming pressure, where at 23 hrs degas time, a cup was made with four seconds of heat time at 45 psi pressure; [0079] d. Secondary expansion in thermoformer increases detail
Example 2
Trials
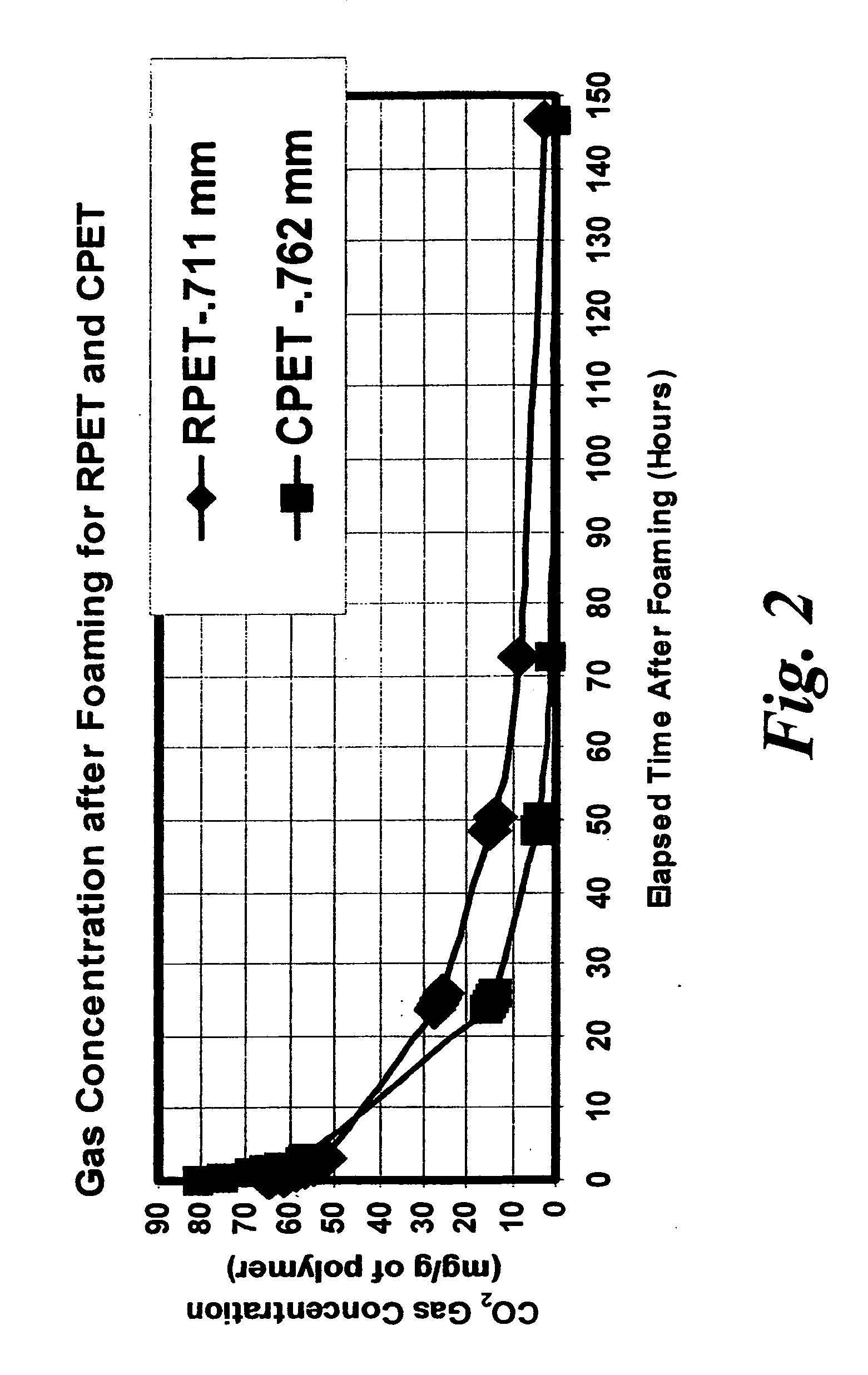
[0080] In each of the following examples, 0.762 mm thick virgin PET was saturated with CO2 at 5 MPa pressure for 26 hours at 21 deg. C. A skin of variable thickness was created by varying desorb time after depressurization prior to foaming. The saturated and partially desorbed material was foamed at ...
example 2
Conclusions
[0088] a. Longer degas time required higher temperatures for forming objects. [0089] b. With more than 6.0-70% gas concentration, a significant increase in formability was noted, allowing deeper draws. [0090] c. With gas concentration around 0.5% by weight, little ductility is imparted to PET.
Example 3
Trials
[0091] A number of trials were conducted with 0.889 mm thick recycled PET that was saturated with CO2 at 5 MPa pressure for 40 hours at 21 deg. C. In order to form a noticeable skin, the polymer was depressurized and allowed to desorb CO2 for approximately 390 minutes. Then it was foamed for various times of 10 to 30 seconds in infrared heaters at 550 deg. C and immediately thermoformed thereafter. A one-sided female mold was employed with a plug assist, having a 1.97 areal draw ratio, height 11.11 cm, top opening 8.26 cm, height to width ratio of 1.31, bottom diameter of 5.72 cm, average wall angle of 7.0 degrees from vertical. The relative density of the resultin...
example 3
Conclusion
[0092] Continuous processing from foaming to thermoforming is possible using gas impregnated polymer, resulting in objects of relatively low density, having steep walls and height to width ratios over 1:1.
[0093] Comparing Example 1 to Examples 2 and 3, it is clear that solid integral skin adds strength, thereby allowing deeper draws, and contains secondary expansion, thereby inhibiting blister formation even at higher gas concentrations. Integral skin allows use of open one sided tooling rather than the closed tooling commonly employed in prior art foam thermoforming.
PUM
| Property | Measurement | Unit |
|---|---|---|
| wall angles | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| pressure | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More