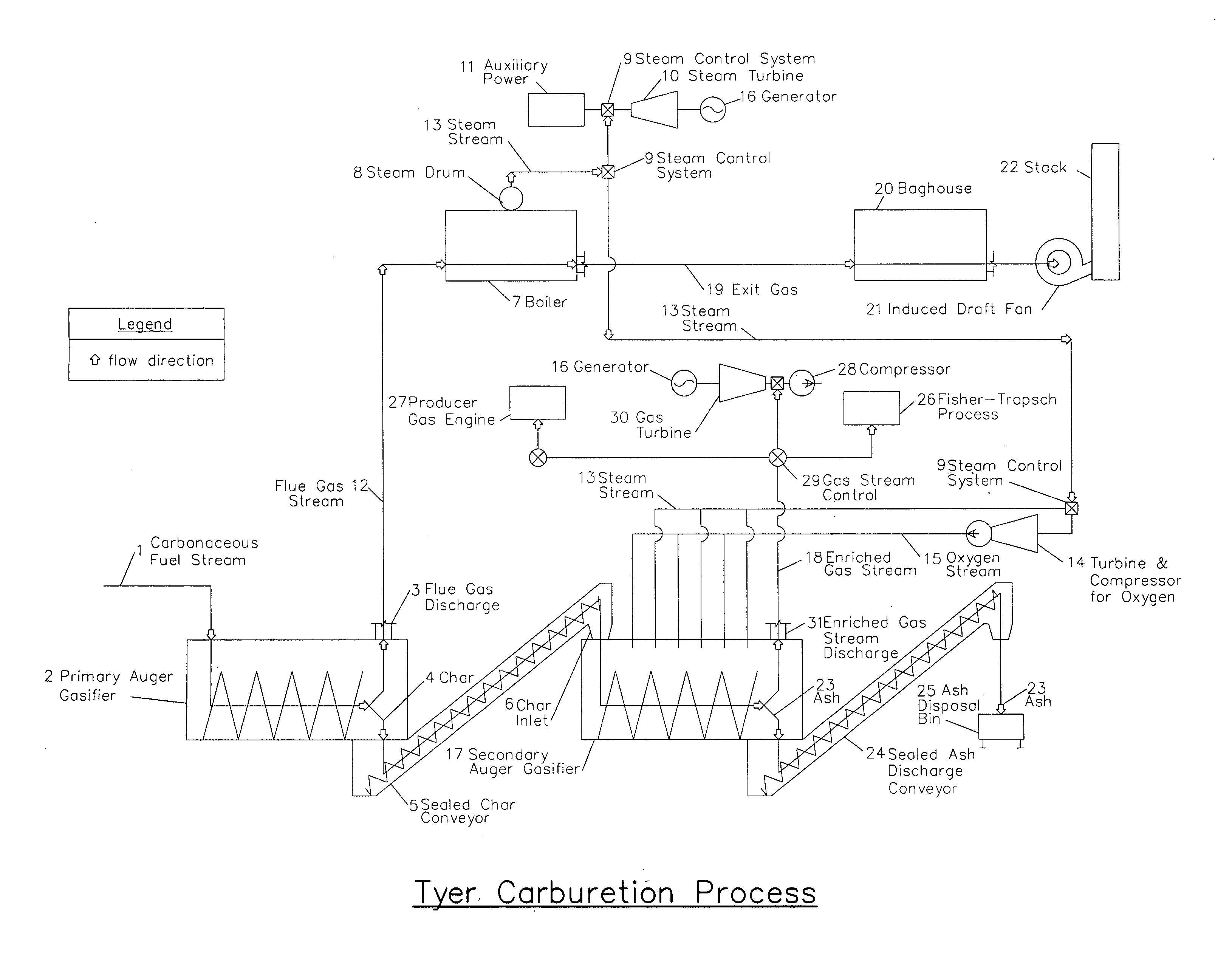
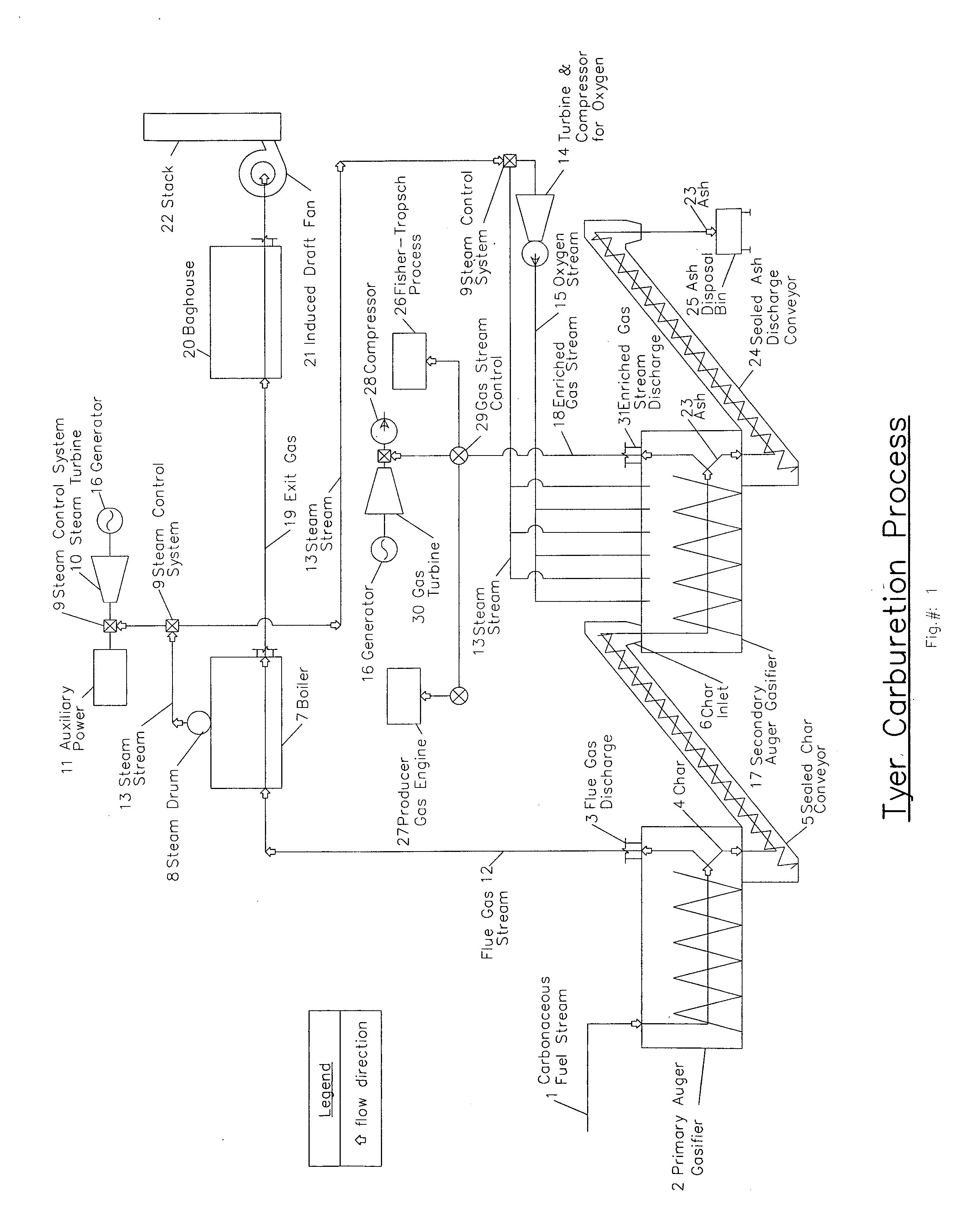
[0009]One of the unique features within the Tyer Carburetion Process
auger gasifier
system is its auger. Fuel enters the primary auger gasifier at a continuous controlled rate and is shaped into a
pile by the first auger flight, then pushed and tumbled through the gasifier chamber by the auger. As the auger moves the fuel through this horizontal gasifier cylinder, it stirs the material to maximize
exposure for oxidation and / or gasification; this is accomplished by reversing the direction the auger is traveling and creating a void between the auger flight and the gasifying fuel then reversing the direction again thus exerting force of the
char and pushing it into the un-gasified fuel. The
pitch of the auger can decrease, along the path of
material flow to accommodate the decrease of fuel bulk and
retention time as the material gasifies. The use of an auger to convey fuel through the gasification cycle is an improvement, which results in very accurately controlled movement of fuel through the gasification chamber, in comparison to alternative
rotary kiln incinerators. This ability to manage fuel-
bed configuration permits control of forced-draft
combustion air so as to minimize
combustion and gasify nearly all the carbonaceous fuel without complete
combustion taking place, thereby allowing the gasifier to operate at what is a uniformly
moderate temperature from auto-ignition to desired exit gas temperature, as well as, supplying
char and / or steam to the secondary auger gasifier.
[0010]The combination of fuel
bed auger agitating, stirring with air injection produce precise
temperature control evidencing the Tyer Carburetion Process auger gasifier
system several advantages over prior technology: Reliability and clean operation; high
throughput; low gasifier temperature, longer material life (
refractory and auger);
fully automatic control; and the ability to combust a wide variety of heterogeneous
solid fuels. However, several of these advantages are further strengthened by the addition of a substrate of appropriate granular materials to act as an “
air bearing” in the auger
combustor / gasifier chamber, and to aid in the
diffusion of gasification air through the material being burned as more fully described in U.S. Pat. No. 6,349,658.
[0011]Still, while the auger combustor / gasifier described in the foregoing patents offers a cost-effective approach to clean, efficient gasification, I have found that various innovative improvements, as further taught herein, support and facilitate its operations and efficiency. These improvements include provision of a vertically elongated (“oblong”) primary combustor / gasifier chamber with an auger that can move up and down allowing for large amounts of fuel input when necessary. This improvement, in turn, requires and / or is facilitated by provision for simultaneous elevation adjustments of the auger and
bed dam to assure that fuel material is processed in degrees from the top downward without sweeping massive amounts of the fluidized bed materials towards the output end of the chamber.
[0012]Another improvement involves provision for optional independent pressurization of the primary auger gasifier and / or of the secondary auger gasifier, allowing substantial increase in the fuel
processing speed through the gasifier. Because the Tyer Carburetion Process utilizes low gasification temperatures, high
convection rates and radiative
heat transfer, the heat, which is normally lost from the bulk bed material, is now providing to the fuel sufficient ignition energy to evaporate
moisture, heat the ash and gasify the remaining fuel without significantly changing the instantaneous bed temperature. My
Biomass bubbling bed operates sub-stoichiometrically, or below the
ideal gas laws because all the available
oxygen is used. If an increase of
oxygen was allowed into the auger gasifier chamber a greater portion of the fuel would become oxidize leading to an increase of the amount of bed heat that would be released; contrary to this, lower oxygen levels have the
reverse effect.
[0013]Because I can control both the duration and the direction of the auger cycles, use a lower gasification temperature, a higher
convection and
heat transfer rate, I can create a more efficient and cost effective
system which is well adapted to meet the continuing needs of our modern technological civilization for
elimination of waste, such as but not limited too,
RDF & MSW while producing clean environmentally
sound sources of
alternative energy therefrom. In addition to the aforementioned improvements, I have provided a provision within the Tyer Carburetion Process that allows the
water gas shift reaction, first discovered by Felice Fontana in 1780, to take place. As the heated bed radiates heat into the
refractory embedded down-tubes, the heat is absorbed, preheats the down-tubes carrying the steam and oxygen. This steam and oxygen is injected into and through the particle bed as the incandescent
char is tumbling over bed. As the auger tumbles the char, as previously mentioned, the perimeter char falls down into the void created by the moving auger into the center of the bed and allows the hot oxygen & steam emitted from the down-tubes to mix with the incandescent fuel thus creating the suitable environment for Fontana's
water gas shift reaction to happen.



 Login to View More
Login to View More