

Vacuum hot rolling compounding method of titanium alloy plate and stainless steel plate
A technology of stainless steel plate and titanium alloy plate, applied in metal rolling, metal rolling, metal processing equipment and other directions, can solve the problems of high welding stress of liquid metal, difficult application of explosive welding joints with volume fraction, etc., to improve the connection quality, Low cost and less diffusion effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
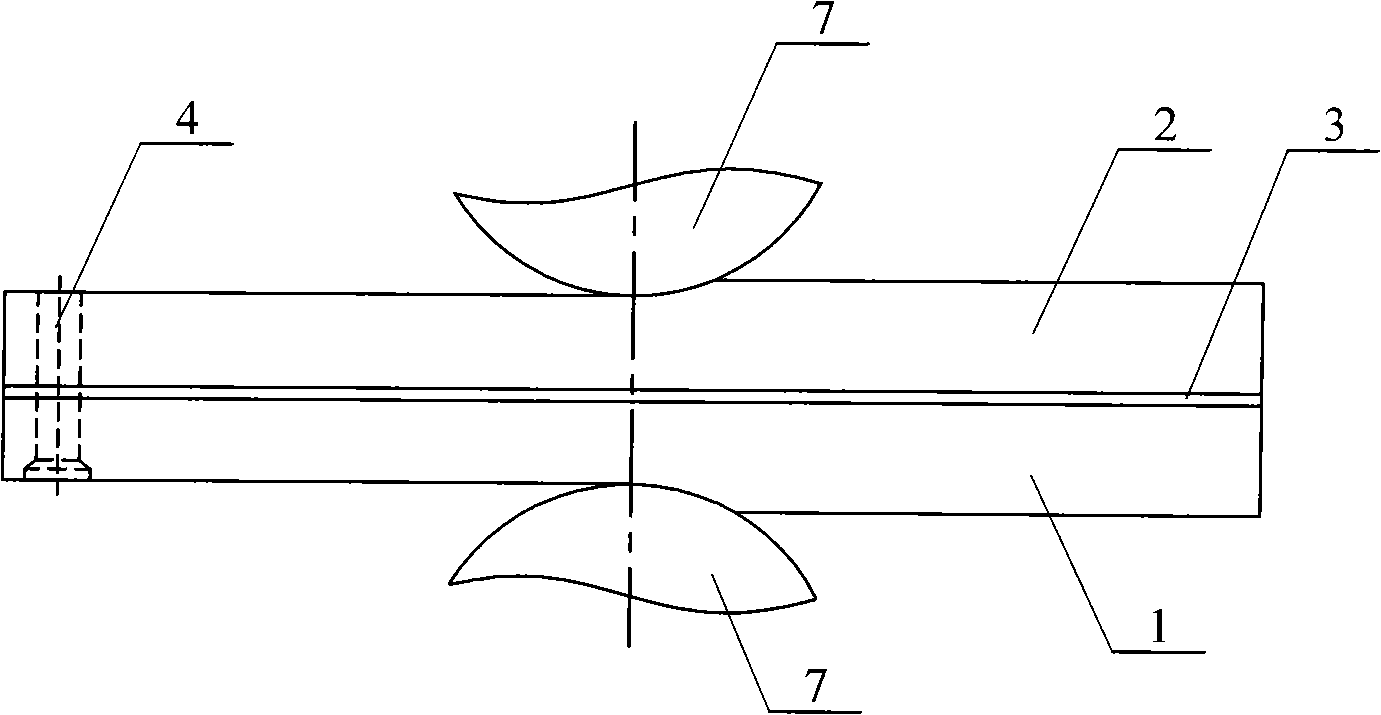
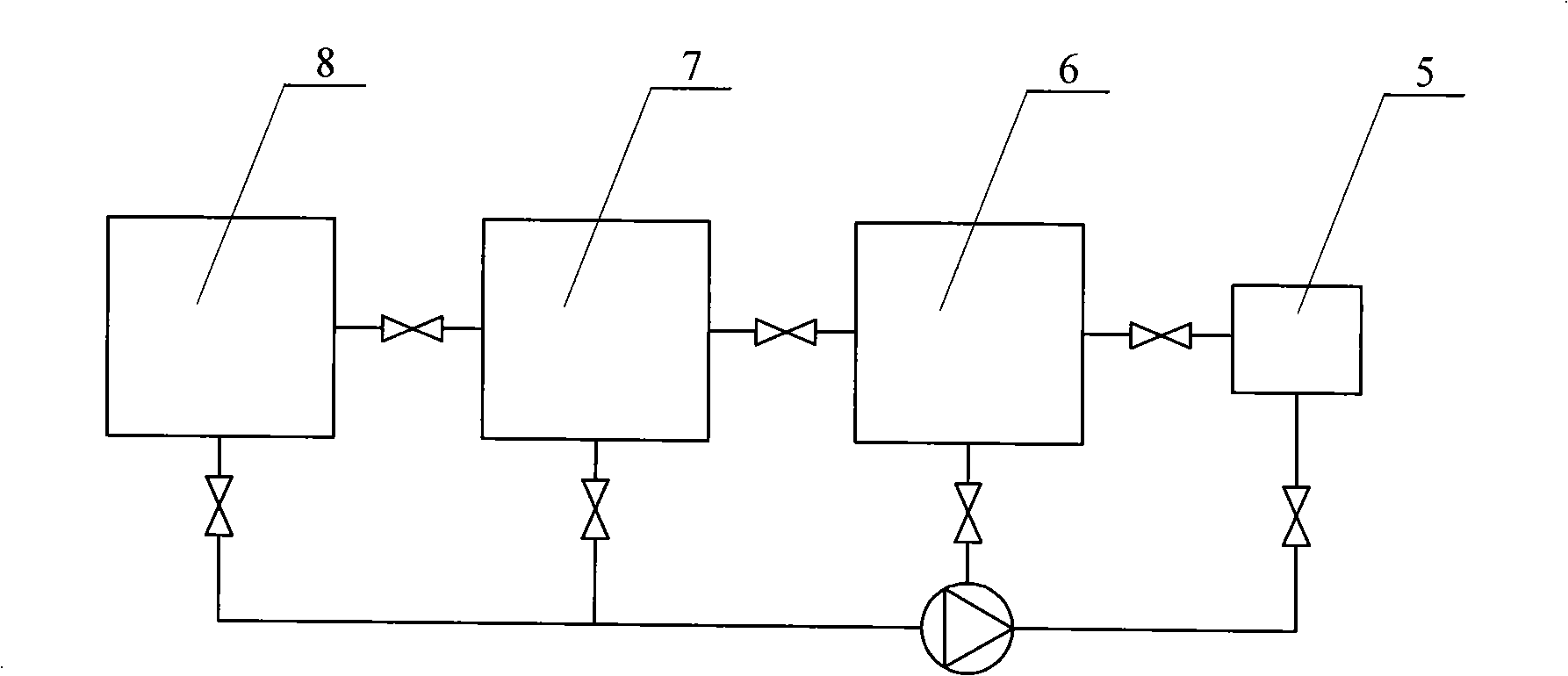
[0016] Specific implementation mode one: combine figure 1 with figure 2 Illustrate present embodiment, the vacuum hot-rolling compound method of present embodiment is finished like this: one, get stainless steel plate 1 and titanium alloy plate 2, also have copper foil or aluminum foil 3 to be used in addition, earlier the upper and lower surface of stainless steel plate 1 and the upper and lower surfaces of the titanium alloy plate 2 are flattened, then the stainless steel plate 1 and the titanium alloy plate 2 are stacked together, and the copper foil or aluminum foil 3 is sandwiched between the stainless steel plate 1 and the titanium alloy plate 2 to form a three-layer metal plate, The three-layer metal plate is fixed together by two rivets 4 to form a test piece; two, the above-mentioned test piece is put into the vacuum loading chamber 5, and when the vacuum degree in the vacuum heating furnace 6 reaches (1~3 )×10 -3 Heating starts at Pa, and the heating rate is 300-5...
specific Embodiment approach 2
[0020] Specific implementation mode two: combination figure 1 To describe this embodiment, the thickness of the copper foil or aluminum foil 3 used in step 1 of this embodiment is 0.1-0.5 mm. The reliability of the connection between the titanium alloy plate 2 and the stainless steel plate 1 can be guaranteed. Other vacuum hot rolling composite methods are the same as the first embodiment.
specific Embodiment approach 3
[0021] Specific implementation mode three: combination figure 1 Describe this embodiment, in this embodiment, in step 1, drill two through holes on the upper surface of the front end of the three-layer metal plate, and use a hydraulic universal testing machine to press two rivets 4 into the two through holes respectively to prevent The separation of the rolled plate during the rolling process, the two ends of the rivet 4 are flush with the upper and lower surfaces of the three-layer metal plate, and the cross-sectional area of the rivet 4 expands after being compressed to fix the rolled and welded plate, avoiding the stainless steel plate 1 and the titanium alloy plate 2 Separated under the action of force during rolling. Other vacuum hot-rolling composite methods are the same as the specific embodiment one or two.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More