

New technique for producing high alloy steel high-end pipe by adopting cross rolling elongation technology
A high-alloy steel, cross-rolling technology, used in elongation control, metal processing equipment, manufacturing tools, etc., can solve the problems of limited application, trouble, narrow deformation temperature range, etc., to improve quality, shorten the process, reduce The effect of equipment investment and operating costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
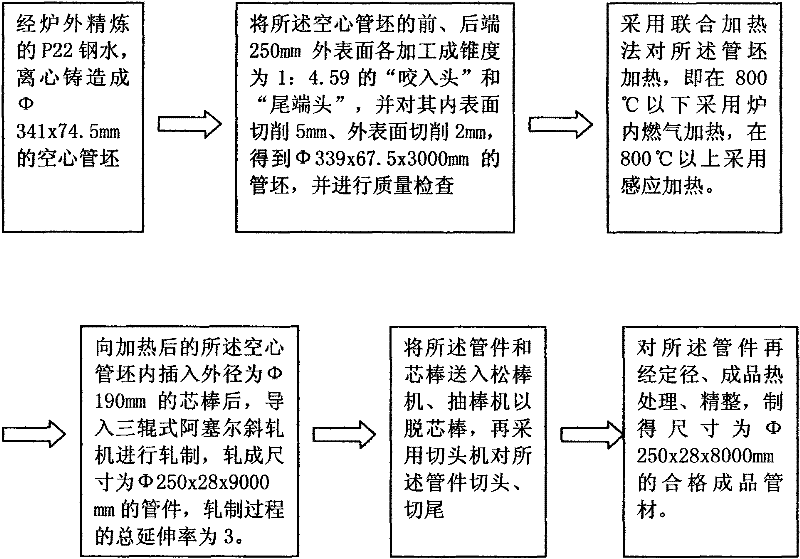
[0037] Such as image 3 Shown is a process flow diagram of an embodiment of the present invention, comprising the following process steps:
[0038] In the first step, the P22 molten steel refined outside the furnace is centrifugally cast into a Φ341×74.5mm hollow tube billet through a centrifugal casting machine. In this step, the molten steel refined outside the furnace is the same as the prior art, and will not be repeated here; the centrifugal casting is carried out on a horizontal centrifugal casting machine with an angle of 0 degrees between the rotation axis of the mold and the horizontal. The cast hollow tube blank is a hollow tube blank with equal wall thickness and transparent ends. Using the centrifugal casting machine can conveniently and high-quality process the hollow tube billet used in the next step, without the need for heating and cross-rolling piercing of the continuous casting steel ingot or round billet in the prior art, which not only simplifies the proce...
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More