Short process production technique for preparing casting of wind power generation equipment
A technology of wind power generation equipment and production technology, which is applied in the direction of electric furnace, blast furnace, furnace type, etc., can solve the problems of unable to effectively increase the number of graphite balls, complex spheroidization incubation process, and unstable metallurgical quality, so as to save cooling and heavy weight The effect of melting time, improving melting efficiency, and convenient composition adjustment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
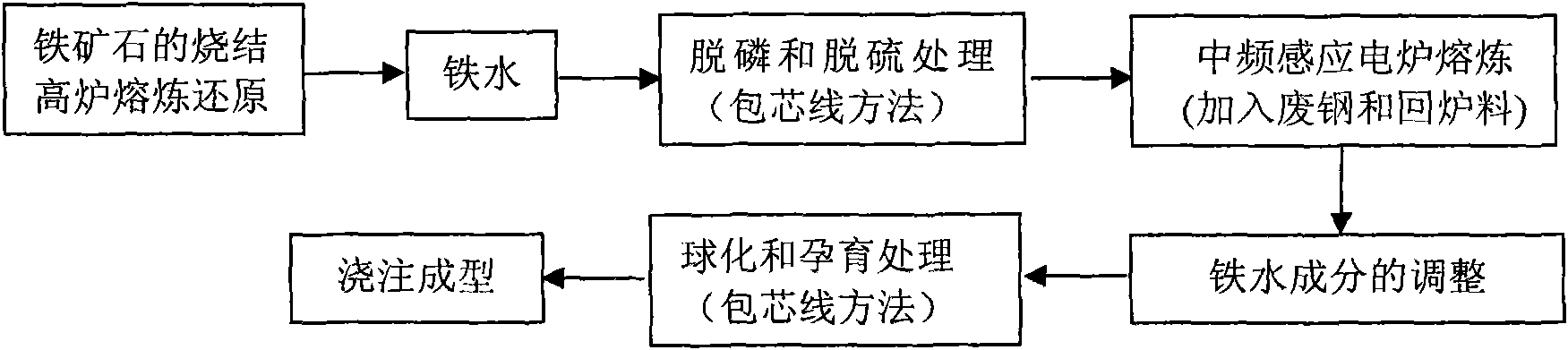
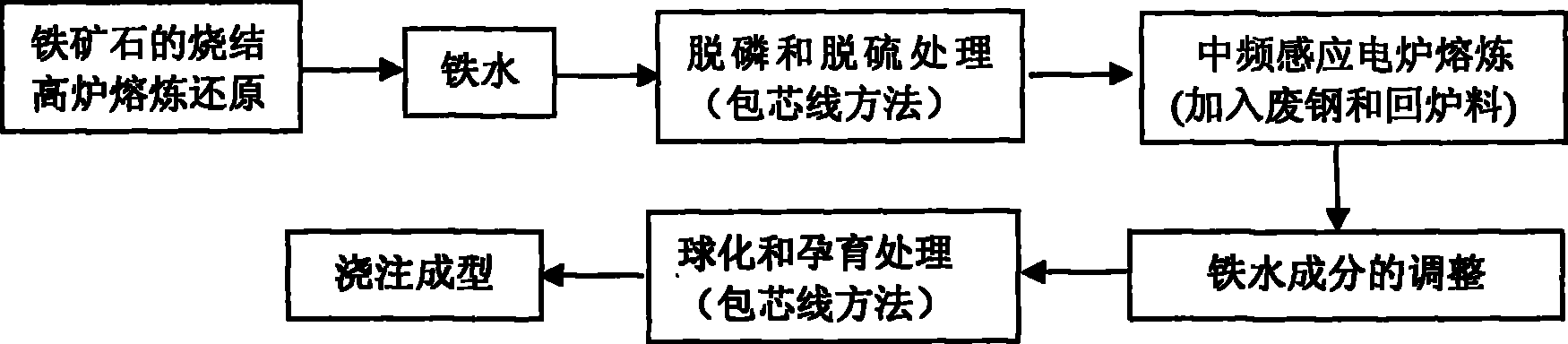
[0034] The first step, iron ore sintering and blast furnace smelting reduction
[0035] The iron ore is crushed and magnetically separated to make iron concentrate powder, and then the iron concentrate powder is sintered into sintered ore, and then the sintered ore is sent to a blast furnace at 1500 ° C, and the sintered ore is smelted and reduced into molten iron by hot air and coke;
[0036] The second step, dephosphorization and desulfurization treatment
[0037] The molten iron obtained in the first step is transferred to the insulation bag, and the insulation bag is transported to the wire feeding machine by rails, and the wire feeding machine feeds the cored wire wrapped with the dephosphorizing agent into the insulation bag. The addition amount of the dephosphorization agent is 2% of the mass percentage of the molten iron, and the dephosphorization agent is composed of CaO 42%, Fe 2 o 3 44% and CaF 2 14% of the powder material, and at the same time pass nitrogen in...
Embodiment 2
[0045] The first step, iron ore sintering and blast furnace smelting reduction
[0046] The iron ore is crushed and magnetically separated to make iron concentrate powder, then the iron concentrate powder is sintered into sintered ore, and then the sintered ore is sent to a blast furnace at 1525°C, and the sintered ore is smelted and reduced into molten iron by hot air and coke;
[0047] The second step, dephosphorization and desulfurization treatment
[0048] The molten iron obtained in the first step is transferred to the insulation bag, and the insulation bag is transported to the wire feeding machine by rails, and the wire feeding machine feeds the cored wire wrapped with the dephosphorizing agent into the insulation bag. The addition amount of the dephosphorization agent is 3.5% of the mass percentage of the molten iron, and the dephosphorization agent is composed of CaO 44%, Fe 2 o 3 45% and CaF 2 11% of the powder material, and at the same time pass nitrogen into t...
Embodiment 3
[0056] The first step, iron ore sintering and blast furnace smelting reduction
[0057] The iron ore is crushed and magnetically separated to make iron concentrate powder, then the iron concentrate powder is sintered into sintered ore, and then the sintered ore is sent to a blast furnace at 1550 °C, and the sintered ore is reduced into molten iron by hot air and coke;
[0058] The second step, dephosphorization and desulfurization treatment
[0059] The molten iron obtained in the first step is transferred to the insulation bag, and the insulation bag is transported to the wire feeding machine by rails, and the wire feeding machine feeds the cored wire wrapped with the dephosphorizing agent into the insulation bag. The addition amount of the dephosphorization agent is 5% of the mass percentage of the molten iron, and the dephosphorization agent is composed of CaO 45%, Fe 2 o 3 46% and CaF 2 9% of the powder material, and at the same time pass nitrogen gas into the bottom ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com