

Alloy for cutter ring of disk type hobbing cutter and preparation method thereof
A disc-shaped hob and cutter ring technology, which is used in mining equipment, earth-moving drilling, tunnels, etc., can solve the problems of shallow infiltration layer and few reports on carburizing of alloy steel, and achieve uniform alloy composition and meet performance requirements. , The effect of less investment in equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0021] The disk hob cutter ring alloy and the disk hob cutter ring of the present invention are prepared according to the following steps.
[0022] (1) Ingredients:
[0023] The raw materials are 45# steel, high-purity graphite, pure chromium, ferromolybdenum (containing 61wt% Mo), ferro-vanadium (containing 51wt% V), ferro-niobium (containing 66wt% Nb), and ferrosilicon (containing 73wt% Si) intermediate alloy , The quality requirements of 45# steel are in accordance with national standards, and the impurity content in other raw materials: S≤0.03%, P≤0.03%.
[0024] Design alloy composition (mass percentage of elements): C0.45%, Si0.5%, Mn0.65%, Cr5.2%, Mo1.4%, V0.8%, Nb0.5%, Fe balance. S and P are impurities, and the others are mixed in. The burning loss of each element is set to 16%C, 3%Si, 4%Mn, 2%Cr, 4%Mo, 8%V, 13%Nb. According to the designed ingredients, the total amount of ingredients is about 70kg.
[0025] (2) Melting in vacuum induction furnace:
[0026] Fill the raw mate...
Embodiment 2
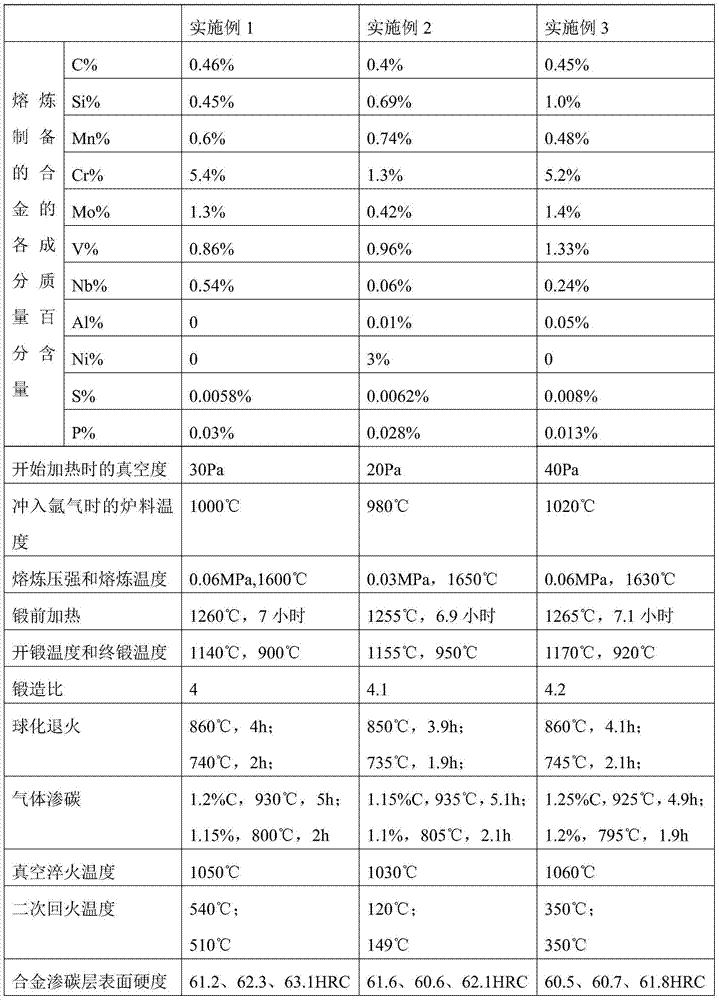
[0040] The disk hob cutter ring alloy and disk hob cutter ring of the present invention were prepared according to the method of Example 1. The process parameters and the parameters of the obtained product are shown in Table 1. The differences are:
[0041] The raw materials are 45# steel, high-purity graphite, pure chromium, pure nickel, pure aluminum, ferromolybdenum (containing 61wt% Mo), ferro-vanadium (containing 51wt% V), ferroniobium (containing 66wt% Nb), ferrosilicon (containing 73wt% Si) master alloy. Design alloy composition (mass percentage of elements): C0.43%, Si0.7%, Mn0.75%, Cr1.3%, Mo0.45%, V0.9%, Nb0.06%, Al0.05%, Ni3%, the burning loss of each element is set to 16%C, 3%Si, 4%Mn, 2%Cr, 2%Ni, 4%Mo, 8%V, 13%Al, 13%Nb.
[0042] The alloy was melted for 3 minutes and then sampled and measured. The analysis results showed that the content of Mn and Mo was unqualified. The corresponding master alloy was calculated and added. After melting, the temperature was kept for ...
Embodiment 3
[0044] The disk hob cutter ring alloy and disk hob cutter ring of the present invention were prepared according to the method of Example 1. The process parameters and the parameters of the obtained product are shown in Table 1. The differences are:
[0045] The raw materials are 45 steel, high-purity graphite, pure chromium, pure aluminum, ferromolybdenum (containing 61wt% Mo), ferro-vanadium (containing 51wt% V), ferroniobium (containing 66wt% Nb), ferrosilicon (containing 73wt% Si) Master alloy. Design alloy composition (mass percentage of elements): C0.44%, Si1%, Mn0.5%, Cr5.3%, Mo1.5%, V1.4%, Nb0.25%, Al0.05%, each element The burning loss is set to 16% C, 3% Si, 4% Mn, 2% Cr, 4% Mo, 8% V, 13% Al, 13% Nb.
[0046] After the alloy is melted for 3 minutes, take samples and measure. The analysis results of C, V and Al content are unqualified. The corresponding master alloy is calculated and added. After melting, the temperature is kept for 1 minute, and then the alloy composition...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More