

Method for carrying out one-side copper plating on wide stainless steel band and electroplating bath
A technology of stainless steel strips and electroplating tanks, applied in the direction of plating tanks, etc., can solve the problems of non-continuous production, long time consumption, serious environmental pollution, etc., and achieve the effect of improving the bonding force of the coating, reducing the surface roughness, and brightening the surface of the coating
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
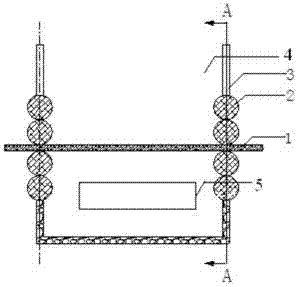
[0066] Adopt the method of horizontal transmission, electroplate the lower side, use 430 stainless steel strip as the base material, the thickness is 0.25mm, the width is 600mm, adopt the following process to process it.
[0067] (1) Chemical degreasing
[0068] The process conditions are: each liter of washing water contains 60g of degreasing powder and 5mL of detergent; the temperature is 55°C and the time is 3min; wash with hot water;
[0069] (2) Electrodegreasing
[0070] The process conditions are: Electrolyte: Each liter of electrolyte includes 60g of sodium hydroxide, 40g of sodium carbonate, and 30g of trisodium phosphate; the temperature is 55°C, and the current density is 3A / dm 2 ;
[0071] First, use the stainless steel strip as the cathode, and the inert electrode as the anode, and electrolytically degrease for 5 minutes; then use the stainless steel strip as the anode, and the inert electrode as the cathode, and degrease for 5 minutes; first wash it with hot wa...
Embodiment 2
[0098] Adopt the way of horizontal transmission, electroplate the lower side, use 201 stainless steel strip as the base material, the thickness is 0.15mm, the width is 120mm, adopt the following process to process it.
[0099] (1) Chemical degreasing
[0100] The process conditions are: each liter of washing water contains 60g of degreasing powder, 5mL of detergent; the temperature is 55°C, and the time is 3min;
[0101] wash with hot water;
[0102] (2) Electrodegreasing
[0103] The process conditions are: Electrolyte: Each liter of electrolyte includes 60g of sodium hydroxide, 40g of sodium carbonate, and 30g of trisodium phosphate; the temperature is 50°C, and the current density is 3A / dm 2 ;
[0104]First, use the stainless steel strip as the cathode, and the inert electrode as the anode, and electrolytically degrease for 5 minutes; then use the stainless steel strip as the anode, and the inert electrode as the cathode, and degrease for 5 minutes;
[0105] Wash with h...
Embodiment 3
[0131] Adopt the method of horizontal transmission, electroplate the lower side, use 304 stainless steel strip as the base material, the thickness is 0.2mm, the width is 200mm, adopt the following process to process it.
[0132] (1) Chemical degreasing
[0133] The process conditions are: each liter of washing water contains 80g of degreasing powder and 5mL of detergent; the temperature is 55°C and the time is 3min; and it is washed with hot water.
[0134] (2) Electrodegreasing
[0135] The process conditions are: Electrolyte: Each liter of electrolyte includes 60g of sodium hydroxide, 40g of sodium carbonate, and 30g of trisodium phosphate; the temperature is 65°C, and the current density is 3A / dm 2 ;
[0136] First, use the stainless steel strip as the cathode, and the inert electrode as the anode, and electrolytically degrease for 5 minutes; then use the stainless steel strip as the anode, and the inert electrode as the cathode, and degrease for 5 minutes; first wash it ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Width | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More