
Eureka
For R&D, Eureka makes reading and utilizing patents & technical documents easy.
Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Machining method of fiber reinforced type high-temperature composite used for aircraft engines
An aero-engine and fiber-reinforced technology, applied in combustion engines, internal combustion piston engines, metal processing equipment, etc., can solve problems such as tool wear, low machining accuracy, and high hardness, and achieve reduced tearing, good lubricity, and high strength. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] Embodiment 1: Processing of aircraft brake disc
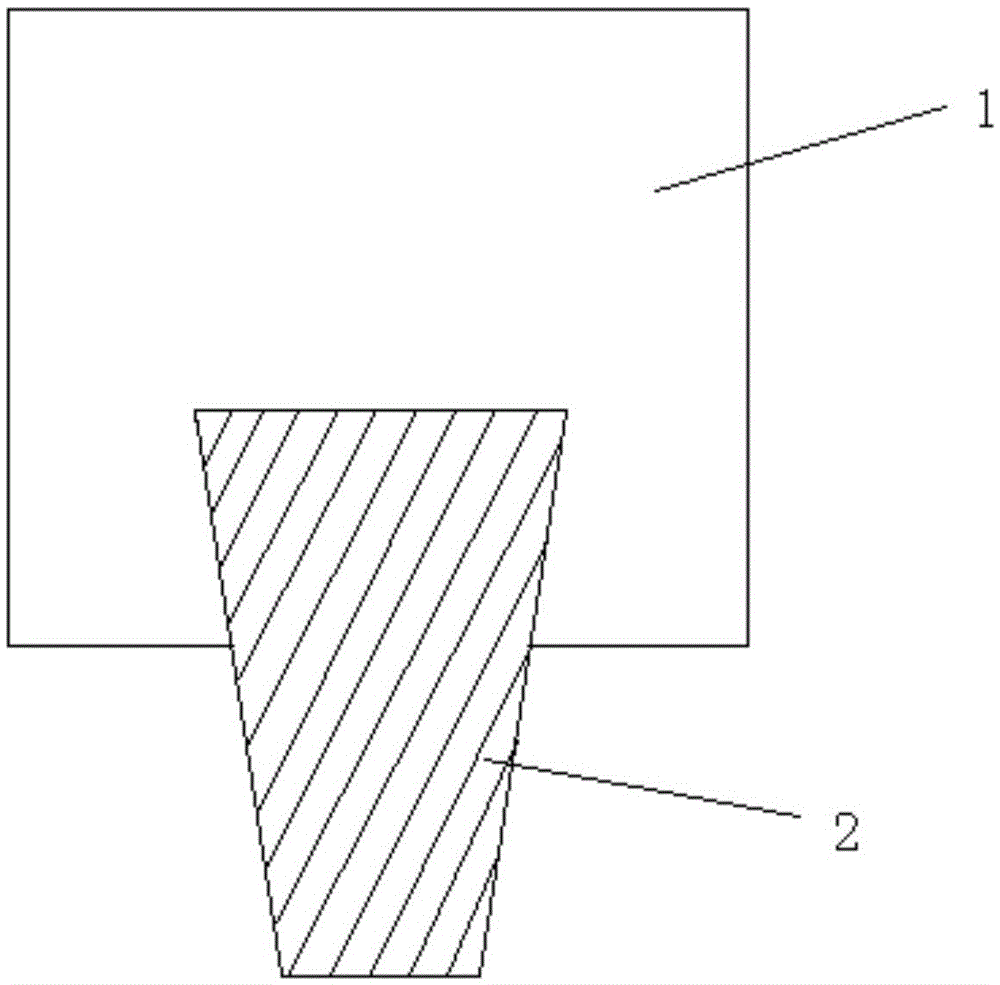
[0040] Before the processing of aircraft brake discs, 1. Make a special tool in advance: choose hard alloy steel as the tool handle material, the tool handle is thickened, and the diameter is 9mm, which is about 1.5 times thicker than the ordinary tool handle of the same specification; melting The knife handle, the knife body is immersed in the knife handle, the shape of the part where the knife body is immersed in the knife handle is an inverted trapezoid, and the knife body is made of artificial diamond material. 2. Mix water, glycerin and lard according to the volume ratio of 2:1:1 to make cooling liquid for later use.
[0041] In the process of processing, fix the tool and the workpiece, set the processing parameters for processing, and set the two steps of rough and finish processing, all of which use special tools to process along the plane at 45° to the fiber direction. The specific parameters are feed rate f=0.0...
Embodiment 2
[0042] Embodiment two: the processing of sealing sheet
[0043] Same as Example 1, the special cutting tool and coolant are prepared in advance, and the workpiece is fixed with a fixture during processing; during processing, the hard alloy body is used for rough processing, and the processing is carried out along the direction of 45° with the fiber direction, and the processing The specific parameters are feed rate f = 0.02mm / r, cutting depth ap = 0.1mm, amplitude A = 25μm; after rough machining, the artificial diamond polycrystalline body is used for finishing machining, and the same method is used at 45° to the fiber direction. The surface is processed, and the processing parameters are still the feed rate f=0.02mm / r, the cutting depth ap=0.1mm, and the amplitude A=25μm.
Embodiment 3
[0044] Embodiment 3: Drilling of cylindrical workpiece
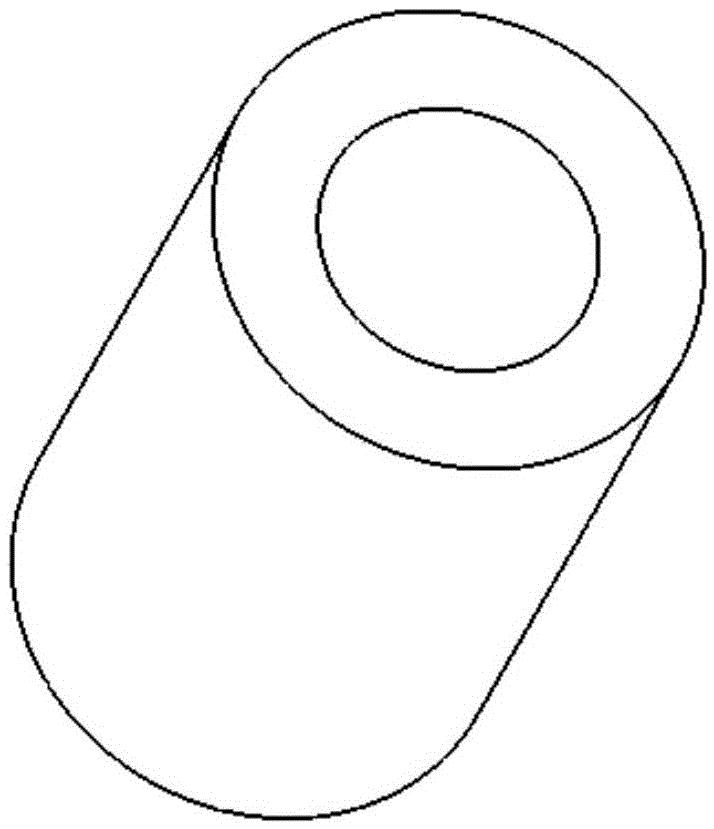
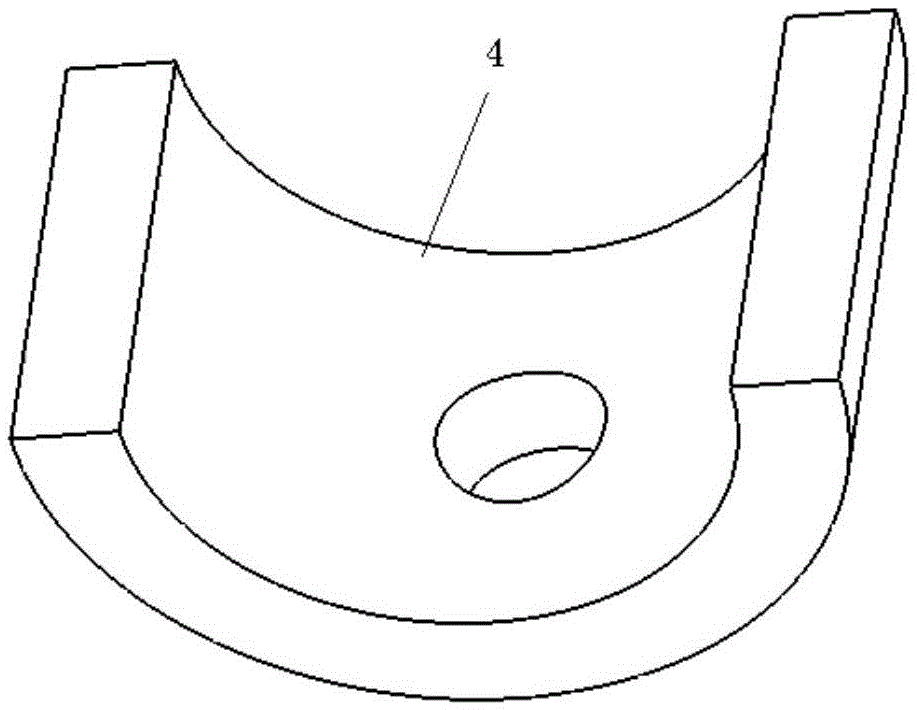
[0045] The preparation of cutting tool and coolant is the same as that of Embodiment 1. This piece is to be drilled on one side of the cylinder, it needs to be processed first figure 2 A metal semicircular auxiliary fitting 4 matched with the cylindrical workpiece 3 shown, and then a round hole of a given size is processed on the auxiliary fitting 4, which is equal to or slightly larger than the hole to be drilled on the workpiece 3 That is, so that the cutter can be stretched in. Note: Special tools are not required for metal fittings and drilling. Then, the semicircular auxiliary fitting 4 made of metal is fixed on the cylinder with a clamp and bonded, so that the drilling position on the auxiliary fitting 4 coincides with the drilling position on the workpiece 3 . Finally, the electroplated diamond drill bit is used for drilling, and the special cooling liquid of the present invention is poured into the drilling h...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com