

High-efficiency and high-quality laser-micro-plasma hybrid welding method
A composite welding and plasma technology, which is applied in laser welding equipment, welding equipment, welding/welding/cutting items, etc., can solve the problems of inability to realize composite effects, achieve improved plasma effects, increase strength and impact toughness, and save equipment costs Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] Comparative test of butt welding of Al alloy (АМг6) plate with thickness δ=1.4mm
[0034] 1) Laser welding: continuous fiber laser beam P=400W, welding speed is 30m / h, penetration depth is 0.1-0.3mm;
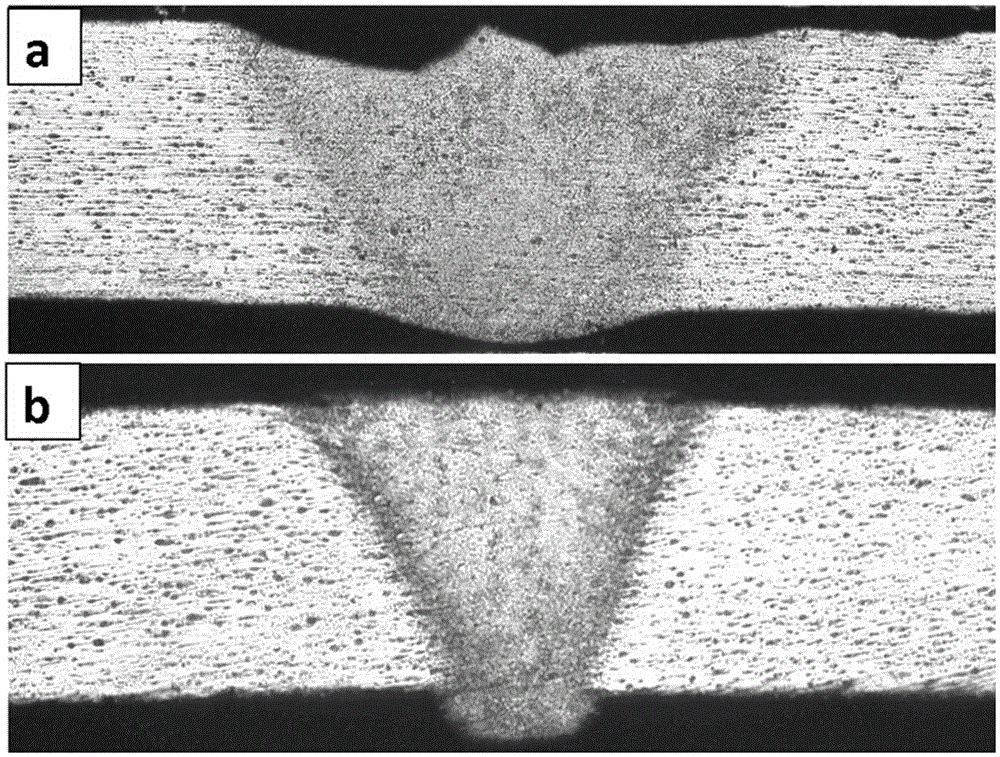
[0035] 2) Micro-arc plasma welding: pulse mode, the positive pulse can melt the metal, while the negative pulse can cathodically clean the oxide film on the aluminum alloy surface. Positive current 正极 =30А, reverse polarity current 反极 =10А, positive pulse duration τ 正极 =20ms, antipolar pulse duration τ 反极 =10ms, the arc voltage U=19V, the welding speed is 30m / h, the amount of argon used as the plasma generating gas is 3l / min, and the amount used as the shielding gas is 9l / min. Welding effects such as figure 2 as shown in a;
[0036] 3) Laser-micro-arc plasma hybrid welding: Combining the above process parameters of laser and micro-arc plasma welding, the welding speed is increased to 150m / h (5 times the original efficiency). Welding effects such as figure 2 Show...
Embodiment 2
[0039] Comparative test of butt welding of Al alloy (АМг6) plate with thickness δ=1.4mm
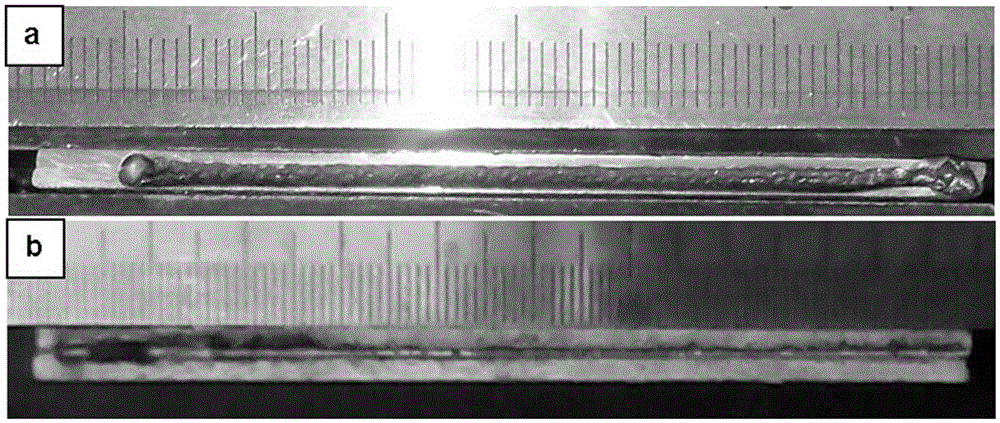
[0040] 1) Laser welding: continuous fiber laser beam P=400W, welding speed is 110m / h. Welding effects such as image 3 as shown in a;
[0041] 2) Laser-micro-arc plasma hybrid welding: pulse mode, positive current 正极 =12А, reverse current 反极 =7А, positive pulse duration τ 正极 =30ms, anti-polarity pulse duration τ 反极 =10ms, arc voltage U=16V, the amount of argon used as plasma generating gas is 3l / min, the amount used as shielding gas is 9l / min, the welding speed is 170m / h, P=400W, and the focus appears on the surface of the sample. Welding effects such as image 3 Shown in b.
[0042] Comparison of test results: the size of the laser welding seam is small, the speed is too fast, and the forming is not good. The width of the upper surface of the composite welding seam is 1.14mm, the width of the lower surface is 0.39mm, and the width of the heat-affected zone is 0.05mm. Experiments...
Embodiment 3
[0044] Performance test of Al alloy (АМг3 and АМг6) plates with thickness δ=3mm
[0045] Laser-micro-arc plasma hybrid welding: pulse mode, positive current 正极 =50-60А, reverse polarity current 反极 20-30А, positive pulse duration τ 正极 =20ms, antipolar pulse duration τ 反极 =10ms, arc voltage U=20V, the amount of argon used as a plasma generating gas is 3l / min, the amount used as a shielding gas is 9l / min, the welding speed is 50m / h, P=1000W, and the focus appears 0.5mm below the surface of the sample.
[0046] Tensile specimens of the two materials are tested for tensile strength σ according to standard cut samples в . The results show that compared with the base metal, the joint strength of АМг3 alloy exceeds 80% of that of the base metal, while that of АМг6 alloy exceeds 90%.
[0047]
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| Defocus amount | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More