Gasifier burner protection assembly and welding technology thereof
A welding process and gasification furnace technology, applied in welding equipment, welding accessories, granular/powdered fuel gasification, etc., can solve problems that affect the service life of alumina hollow ball bricks, poor thermal shock stability, cracking, peeling, etc. , to achieve the effect of preventing welding hot cracks and deformation, excellent corrosion resistance, and reducing welding hot cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0048] It includes the following steps:
[0049] S1: Welding area cleaning; remove the burrs in each welding area, and then use acetone to clean the 20mm on both sides of the welding surface and the oil and impurities on the surface of the welding wire. There should be no free gas, oxide scale, and rust. Grease, dust, etc. During the welding process of nickel-based alloys, as the temperature rises, the weld becomes brittle due to air pollution, and nickel oxides are formed at the same time. In addition, harmful impurity elements such as S and P can form a low melting point with Ni. Crystals increase the hot cracking tendency of nickel-based alloys. Therefore, thoroughly removing oil and impurities in the welding area before welding can effectively prevent welding hot cracking.
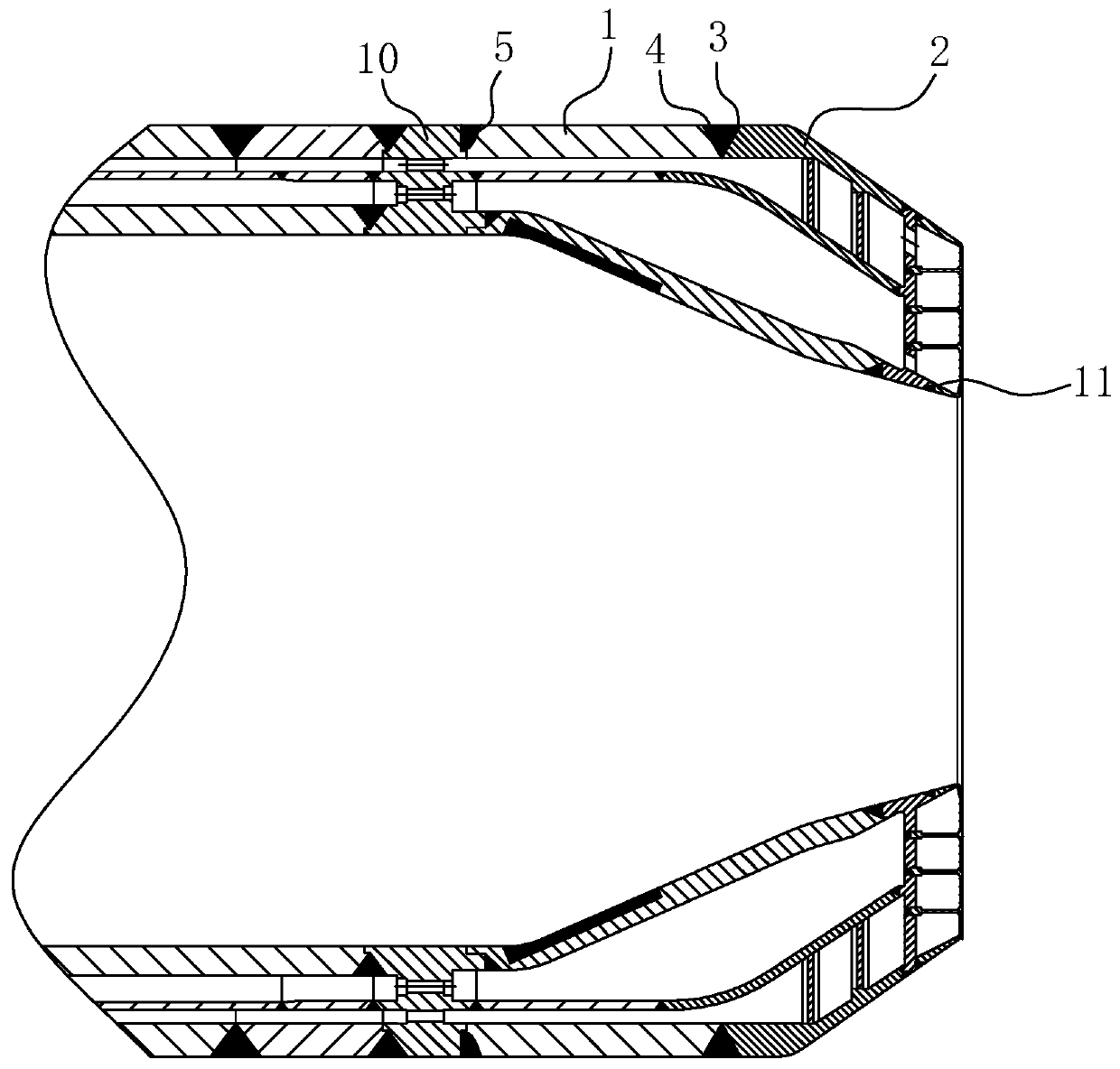
[0050] S2: Butt the burner tube 10 and the protection ring 1, to ensure that the inner wall of the burner tube 10 and the protection ring 1 are on the same ring surface, and the gap between the blunt edges...
Embodiment 2
[0060] The welding process of the gasifier burner protection assembly disclosed in the second embodiment of the present invention is basically the same as that in the first embodiment. The difference is that when argon arc welding is used for bottom welding, the welding current is controlled at 150A. The voltage is controlled at 18V, and the welding speed is controlled at 14cm / min. When filling welding, the welding wire uses ERNiCr-3 welding wire with a diameter of φ0.8mm, the welding current is controlled at 120A, the arc voltage is controlled at 7V, and the welding speed is controlled at 7cm / min; During filling welding, the interlayer temperature is controlled between 58℃.
Embodiment 3
[0062] The welding process of the gasifier burner protection assembly disclosed in the third embodiment of the present invention is basically the same as that in the first embodiment. The difference is that when argon arc welding is used for bottom welding, the welding current is controlled at 150A and the arc The voltage is controlled at 18V, and the welding speed is controlled at 14cm / min. When filling welding, the welding wire uses ERNiCr-3 welding wire with a diameter of φ0.7mm, the welding current is controlled at 120A, the arc voltage is controlled at 13V, and the welding speed is controlled at 7cm / min; During filling welding, the interlayer temperature is controlled between 76℃.
[0063] The gasifier burners welded by the above three embodiments went through 100% visual inspection, 100% PT non-destructive testing, NDE non-destructive testing, air-tightness test, hydraulic test and helium leak test. No joint leakage was found The situation has reached the expected standard...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More