

A kind of stain-resistant polished tile and its manufacturing method
A manufacturing method and technology for polished tiles, which are applied in the field of polished tiles, can solve the problems such as the loss of the whole body brick effect of porcelain polished tiles, the unsatisfactory anti-fouling performance, the problem of pores and the like, and the improvement of particle fineness, the improvement of plasticity, and the reduction of The effect of cost pressure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
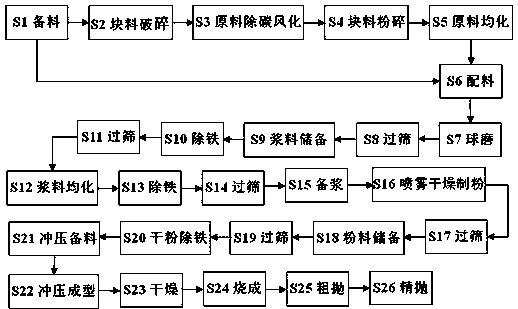
[0076] see figure 1 , a method for manufacturing a pollution-resistant polished tile comprises the following steps: preparing raw materials → crushing block materials → decarbonizing and weathering raw materials → crushing block materials → homogenizing raw materials → batching → ball milling → sieving → slurry storage → iron removal → sieving → slurry Material homogenization → iron removal → sieving → slurry preparation → spray drying powder making → sieving → powder storage → sieving → dry powder iron removal → stamping preparation → stamping forming → drying → firing → rough polishing → fine polishing; The characteristic is that each step is as follows:
[0077] Step S1: Prepare materials. The weight ratio of each component in the raw materials is: 40 parts of kaolinite, 70 parts of albite, 10 parts of perlite, 10 parts of cullet, 20 parts of wollastonite, 3 parts of hydromica, silica ore 4 parts, 3 parts of titanium dioxide, 3 parts of zircon, 30 parts of high alumina bau...
Embodiment 2
[0106]This embodiment is basically the same as Embodiment 1, except that the technical parameters of the following steps are adopted: the weight ratio of each component in the raw materials described in the step S1 is: 52 parts of kaolinite, 100 parts of albite , 20 parts of perlite, 15 parts of cullet, 27 parts of wollastonite, 5 parts of hydromica, 8 parts of silica ore, 5 parts of titanium dioxide, 9 parts of zircon, 35 parts of high alumina bauxite, 10 parts of talc, limestone 3 parts, 3 parts of zinc oxide, 2 parts of sodium carboxymethyl cellulose, 2 parts of ceramic grinding aid water reducer, 24 parts of far-infrared ceramic powder;
[0107] The drying temperature described in the step S23 is 10°C;
[0108] In the sintering process described in step S24, the preheating time in the low temperature zone for sintering is 20 minutes, wherein the preheating time for the preheating temperature to rise uniformly from room temperature to the range of 680°C to 720°C is 4 minute...
Embodiment 3
[0110] This embodiment is basically the same as Embodiment 1, except that the technical parameters of the following steps are adopted: the weight ratio of each component in the raw materials described in the step S1 is: 46 parts of kaolinite, 90 parts of albite , 15 parts of perlite, 15 parts of cullet, 23 parts of wollastonite, 4 parts of hydromica, 6 parts of silica ore, 4 parts of titanium dioxide, 6 parts of zircon, 32 parts of high alumina bauxite, 7 parts of talc, limestone 2 parts, 2 parts of zinc oxide, 1.5 parts of sodium carboxymethyl cellulose, 1.5 parts of ceramic grinding aid superplasticizer, 16 parts of far-infrared ceramic powder;
[0111] The drying temperature described in the step S23 is 5°C;
[0112] In the sintering process described in step S24, the preheating time in the low temperature zone for sintering is 16 minutes, wherein the preheating time for the preheating temperature to rise uniformly from room temperature to the range of 680°C to 720°C is 4 m...
PUM
| Property | Measurement | Unit |
|---|---|---|
| density | aaaaa | aaaaa |
| flame retardant | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More