A kind of hot-rolled round steel and preparation method thereof
A round steel and steel billet technology, applied in the field of hot-rolled round steel preparation, can solve the problems of high material cost and low production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
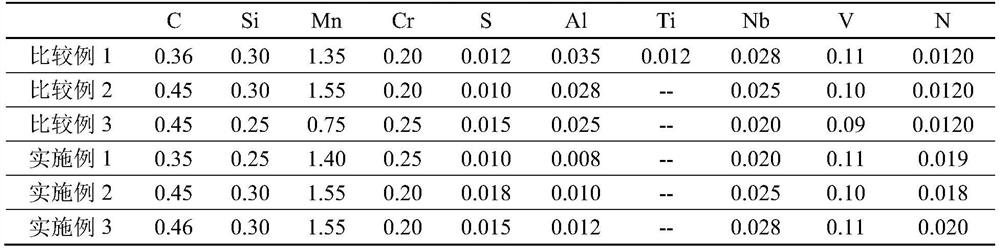
[0042] The diameter of the round steel involved in this embodiment is 60mm, and its chemical composition is calculated by mass percentage: C: 0.35%, Si: 0.25%, Mn: 1.40%, Cr: 0.25%, Al: 0.008%, S: 0.010%, Nb: 0.020%, V: 0.11%, N: 0.019%, and the balance is iron and unavoidable impurity elements.
[0043] The above-mentioned round steel is smelted in an electric furnace and LF refined in turn to produce molten steel; the molten steel is poured into a 250mm×250mm continuous casting billet with a low superheat of 15-30 °C under argon protection throughout the whole process, and the continuous casting billet is slowly cooled in the pit for 32 hours; The cast slab is heated in the furnace, the heating temperature is set to 1200°C, and the temperature is kept for 3 hours before being released from the furnace; after being released from the furnace, the forming process is divided into the following four steps:
[0044] ①The first billet is descaled by high-pressure water on the rolle...
Embodiment 2
[0050] The diameter of the round steel involved in this embodiment is 60mm, and its chemical composition is calculated by mass percentage: C: 0.45%, Si: 0.30%, Mn: 1.55%, Cr: 0.20%, Al: 0.010%, S: 0.018%, Nb: 0.025%, V: 0.10%, N: 0.0180%, and the balance is iron and unavoidable impurity elements.
[0051] The above-mentioned round steel is smelted in an electric furnace and LF refined in turn to produce molten steel; the molten steel is poured into a 250mm×250mm continuous casting billet with a low superheat of 15-30 °C under argon protection throughout the whole process, and the continuous casting billet is slowly cooled in the pit for 32 hours; The slab is heated to 1200°C, held for 3 hours and released; rolling is carried out in the following four steps:
[0052] ①The first billet is descaled by high-pressure water once and then returned to the same route, and then descaled by high-pressure water for the second time to remove all surface oxide scales and promote cooling; th...
Embodiment 3
[0058] The diameter of the round steel involved in this embodiment is 110mm, and its chemical composition is calculated by mass percentage: C: 0.46%, Si: 0.30%, Mn: 1.55%, Cr: 0.20%, Al: 0.012%, S: 0.015%, Ti: 0.012%, Nb: 0.028%, V: 0.11%, N: 0.0200%, and the balance is iron and unavoidable impurity elements.
[0059] The above-mentioned round steel is smelted in an electric furnace and LF refined to produce molten steel in turn; the molten steel is poured into a 300mm×340mm continuous casting billet with a low superheat of 15-30°C under full argon protection, and the continuous casting billet is slowly cooled in the pit for 32 hours; The slab is heated to 1200°C, held for 3.5 hours and released; rolling is carried out in the following four steps:
[0060] ①The first billet is descaled by high-pressure water once and then returned to the same route, and then descaled by high-pressure water for the second time to remove all surface oxide scales and promote cooling; then it is a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More