

Preparation method of surface abrasion-resistant coating of floating clamping jaw of numerical control punching machine
A technology of CNC punching and wear-resistant coating, applied in coating, metal material coating process, melt spraying and other directions, can solve problems such as sheet metal deformation, and achieve improved density, good fluidity, and small angle of repose Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
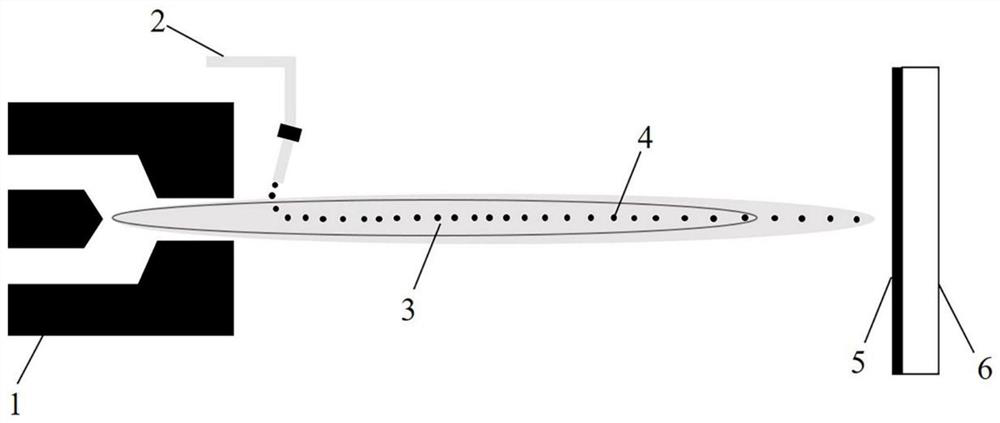
[0033] A method for preparing a wear-resistant coating on the surface of a floating clamp of a numerically controlled punching machine is carried out according to the following steps:
[0034] 1) Use acetone to ultrasonically clean the surface of the floating clamp of the CNC punch to remove impurities such as oil, rust, etc., and dry it immediately after cleaning to prevent rust.
[0035] 2) Use brown corundum sand with a particle size of 24 mesh to carry out sandblasting roughening treatment on the surface of the CNC punch floating clamp to be sprayed to improve the bonding strength between the coating and the substrate, and the surface roughness after roughening is required to be no less than Ra 7.0.
[0036] 3) The composition (mass percentage) of the mixed powder for spraying is: chromium oxide ceramic powder: 80%; spherical glass powder: 20%.
[0037] 4) Weigh the chromium oxide ceramic particles and spherical glass powder according to the composition ratio of the compos...
Embodiment 2
[0044] The difference from Example 1 is that the low melting point additive in step 3) is lithium oxide.
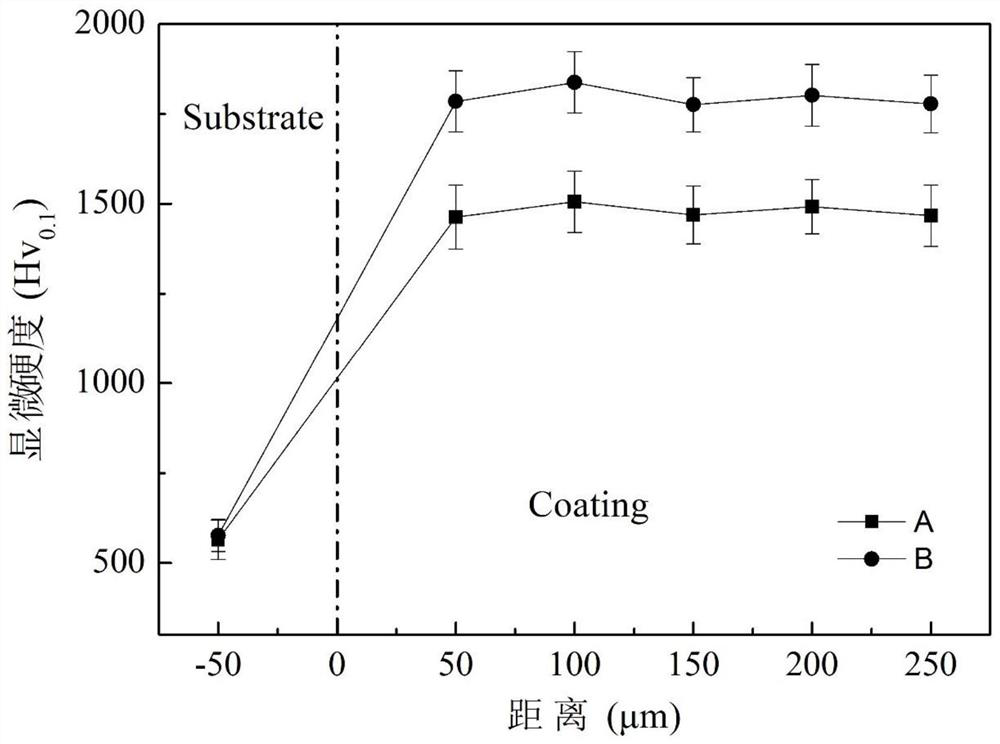
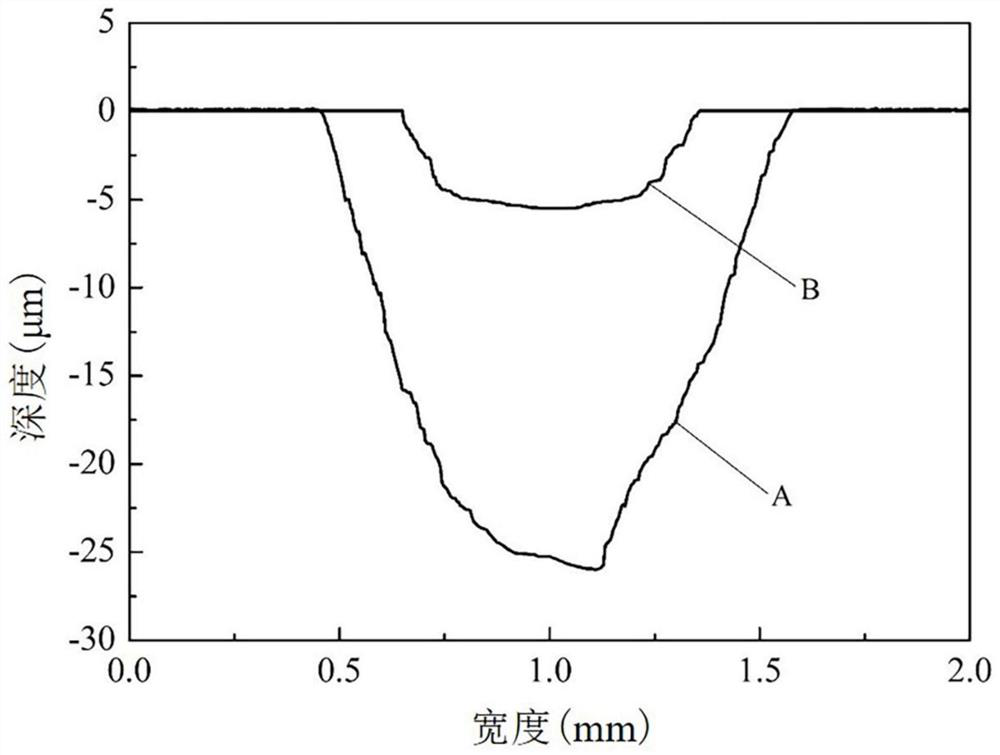
[0045] In order to ensure that lithium oxide and chromium oxide are evenly mixed, the powder mixing is carried out according to step 4) in Example 1. In step 6), the porosity of the coating is 8%, which is much lower than the 12% of the pure chromium oxide coating. In step 7), HV 0.1 The Vickers hardness is 1550. In step 8), the sprayed chromium oxide coating has a friction coefficient of 0.78 and a wear rate of 8.132×10 -6 mm 3 / N m, much higher than the friction coefficient (0.69) and wear rate (4.06×10 -6 mm 3 / N·m).
Embodiment 3
[0047] The difference from Example 1 is that the low melting point additive in step 3) is alumina.
[0048] In order to ensure that the alumina and chromium oxide are evenly mixed, the powder mixing is carried out according to step 4) in Example 1. In step 6), the porosity of the coating is 4%, which is much lower than the 12% of the pure chromium oxide coating. In step 7), HV 0.1 The Vickers hardness is 1630. In step 8), the sprayed chromium oxide coating has a friction coefficient of 0.78 and a wear rate of 8.132×10 -6 mm 3 / N m, much higher than the friction coefficient (0.72) and wear rate (5.32×10 -6 mm 3 / N·m).
PUM
| Property | Measurement | Unit |
|---|---|---|
| microhardness | aaaaa | aaaaa |
| Vickers hardness | aaaaa | aaaaa |
| friction coefficient | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More