

Preparation method of supersonic plasma spraying ceramic/metal thermal protection coating on surface of aluminum alloy
A supersonic plasma and aluminum alloy surface technology, which is applied in the direction of metal material coating process, coating, fusion spraying, etc., can solve the problem of no relevant reports on thermal protection coatings, and meet the requirements of thermal protection and excellent mechanical properties and thermal shock resistance, high hardness effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0025] A method for preparing a supersonic plasma sprayed ceramic / metal thermal protective coating on the surface of an aluminum alloy, the specific steps are:
[0026] a) Sandblasting, degreasing and drying the surface of the 7A04 aluminum alloy;
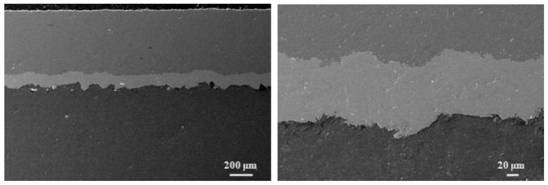
[0027] b) Using supersonic plasma spraying technology to deposit pure Mo bonding bottom layer on the surface of 7A04 aluminum alloy treated in step a), the thickness of the bonding bottom layer is 200 μm; the supersonic plasma spraying process parameters are: main air flow rate 160L / min, auxiliary gas The flow rate is 40L / min, the current is 550A, the voltage is 150V, and the power is 80kW.
[0028] c) Depositing an 8YSZ ceramic surface layer on the surface of the Mo-based bonding underlayer in step b) by supersonic plasma spraying technology, the thickness of the ceramic surface layer being 600 μm. The supersonic plasma spraying process parameters are: main gas flow rate 120L / min, auxiliary gas flow rate 80L / min, current 550A, vo...
Embodiment 2
[0040] A method for preparing a supersonic plasma sprayed ceramic / metal thermal protective coating on the surface of an aluminum alloy, the specific steps are:
[0041] a) Sandblasting, degreasing and drying the surface of 7075 aluminum alloy;
[0042] b) Supersonic plasma spraying technology is used to deposit a TZM molybdenum alloy bonding bottom layer on the surface of the 7075 aluminum alloy treated in step a), and the thickness of the bonding bottom layer is 150 μm; the process parameters of supersonic plasma spraying are: main air flow rate 140L / min, The auxiliary gas flow rate is 60L / min, the current is 500A, the voltage is 140V, and the power is 70kW.
[0043] c) Depositing Al on the surface of the TZM bonding underlayer in step b) using supersonic plasma spraying technology 2 o 3Ceramic surface layer, the thickness of the ceramic surface layer is 650μm; the process parameters of supersonic plasma spraying are: main air flow rate 100L / min, auxiliary air flow rate 100...
Embodiment 3
[0046] A method for preparing a supersonic plasma sprayed ceramic / metal thermal protective coating on the surface of an aluminum alloy, the specific steps are:
[0047] a) Sandblasting, degreasing and drying the surface of the 2A14 aluminum alloy;
[0048] b) Supersonic plasma spraying technology is used to deposit a TZC bonding bottom layer on the surface of the 2A14 aluminum alloy treated in step a), and the thickness of the bonding bottom layer is 120 μm; the supersonic plasma spraying parameters are: main air flow rate 130L / min, auxiliary air flow rate 70L / min, current 480A, voltage 130V, power 65kW.
[0049] c) Deposit La on the surface of the TZC bonding underlayer in step b) using supersonic plasma spraying technology 2 Ce 2 o 7 Rare earth zirconate ceramic surface layer, the thickness of the ceramic surface layer is 680μm; supersonic plasma spraying parameters are: main air flow rate 90L / min, auxiliary air flow rate 90L / min, current 480A, voltage 120V, power 52kW. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More