

High temperature resistant silver oxide contact tip material manufacturing method
A contact material, silver oxide technology, applied in electrical components, electrical switches, circuits, etc., to achieve the effect of good high temperature resistance and easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0022] Silver-Sn-Bismuth Alloy Strips Obtained by I Rapid Quenching Method
[0023] 90% silver, 9% tin, and 1% bismuth are melted into a silver alloy in a molten state in an intermediate frequency furnace. The melting temperature is 1050-1500°C. After the metal is melted, keep it warm for 30 minutes.
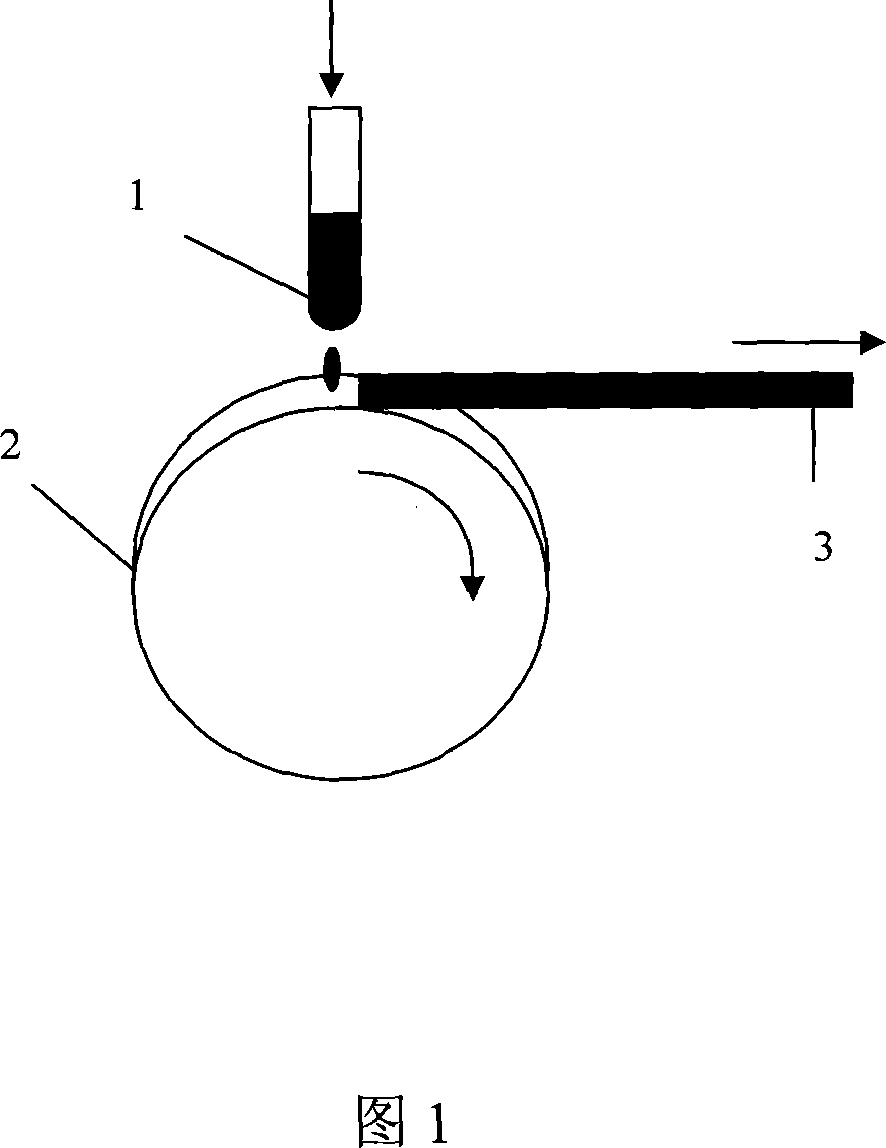
[0024] As shown in FIG. 1 , a silver alloy strip 2 is obtained by using a single-roller quick quenching strip machine to obtain a silver alloy 1 in a molten state. The nozzle of the belt throwing machine is elliptical, with a short axis of 3 mm and a long axis of 10 mm; during the rapid quenching process, the gas with 80% of the weight of argon and 20% of the weight of air is used to pressurize 0.05MPa, and the speed of the cooling roller 2 is 16m / s, the resulting silver alloy strip 3 has a thickness of 0.2 mm.
[0025] II Silver alloy strips are oxidized into strips mixed with silver, tin oxide and bismuth oxide
[0026] Oxidize the silver alloy strips at 500°C and 10Mpa ox...
Embodiment 2
[0029] I Rapid Quenching Method to Obtain Silver-Zinc Alloy Strips
[0030] 92% silver and 8% zinc are melted into a molten silver alloy in an intermediate frequency furnace. The melting temperature is 1050-1500°C. After the metal is melted, keep it warm for another 20 minutes.
[0031] Silver alloy strips 3 are obtained by using the molten silver alloy 1 with a single-roller quick quenching strip machine. The nozzle of the belt throwing machine is an ellipse with a short axis of 5mm and a long axis of 15mm; in the rapid quenching process, pressurize 0.08MPa with a mixture of 65% by weight of argon and 35% by weight of air, and the speed of the cooling roller 2 is 3m / s, the thickness of the obtained silver alloy strip is 0.5mm.
[0032] II Silver alloy strips are oxidized into strips mixed with silver and zinc oxide
[0033] Oxidize the silver alloy strips at 750°C and 0.2Mpa oxygen pressure for 18 hours, the zinc oxide is evenly distributed in the silver matrix, and the zi...
Embodiment 3
[0036] I Rapid Quenching Method to Obtain Silver-cadmium Alloy Strips
[0037] 89% silver and 11% cadmium are melted into molten silver alloy in an intermediate frequency furnace. The melting temperature is 1050-1500°C. After the metal is melted, keep it warm for another 10 minutes.
[0038] Silver alloy strips are obtained by using a single-roller quick quenching strip machine to melt the silver alloy. The nozzle of the belt throwing machine is elliptical with a minor axis of 2mm and a major axis of 7mm; during the rapid quenching process, the gas with argon weight accounting for 95% and air weight accounting for 5% is used to pressurize 0.02MPa, and the speed of the quenching roller is 30m / s , the thickness of the obtained silver alloy strip is 0.1mm.
[0039] II Silver alloy strips are oxidized into mixed strips of silver and cadmium oxide
[0040] Oxidize the silver alloy strips at 600°C and 0.1Mpa oxygen pressure for 12 hours, the cadmium oxide is uniformly distributed...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More