Method for spray welding of nickel base alloy powder on surface of glass mold puncher pin with copper alloy as base metal substrate
A nickel-based alloy, glass mold technology, applied in welding equipment, manufacturing tools, metal processing equipment and other directions, can solve the problem of not having, and achieve the effect of extending the service life, reducing the cost of mold use, and requiring high machine speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
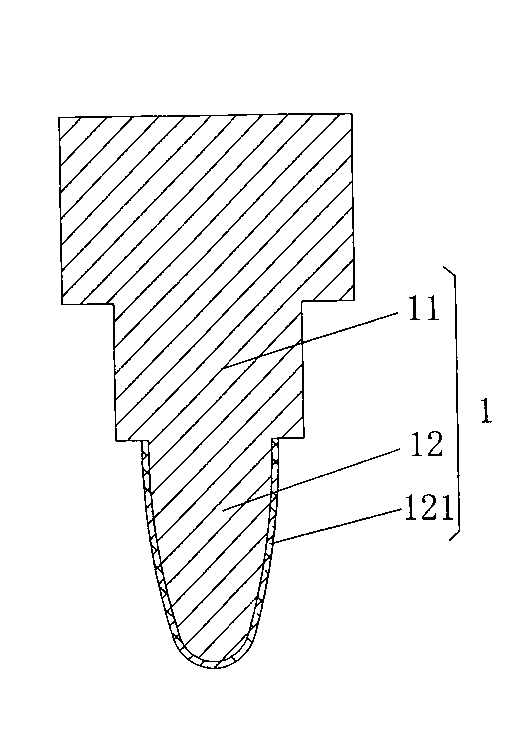
[0030] See figure 1 .
[0031] A) Select the base metal matrix and purchase copper alloy rods from commercial channels. The chemical elements and mass % content of the copper alloy rods should meet the following requirements: 14% nickel, 9.5% aluminum and 9.5% Zinc, the rest is copper and unavoidable impurities such as sulfur <0.002% and phosphorus <0.0015%, to obtain the base metal matrix;
[0032] B) Select welding materials and purchase nickel-based alloy powder from commercial channels. The chemical elements and mass % content of the nickel-based alloy powder should meet the following requirements: 6% chromium, 1% silicon, 1.5% iron and 0.35% carbon, the remainder being nickel, to obtain welding consumables;
[0033]C) Surface pre-processing, the clamping datum end 11 is machined on one end of the base metal substrate obtained in step A) by a lathe, and the glass melt contact end 12 is turned on the other end of the base metal base body, and the glass melt The surface t...
Embodiment 2
[0038] Only change the chemical elements and mass % content of the copper alloy rods in step A) to: 16% nickel, 8.5% aluminum and 8.5% zinc; change the chemical elements of the nickel-based alloy powder in step B) to And its mass % content is changed to: 5.1% chromium, 1.6% silicon, 1.2% iron and 0.27% carbon; change the turning allowance on the surface of the glass melt contact end 12 in step C) to 0.6 ㎜; Change the spray welding process parameters in step D) to: shielding gas flow rate 1.8L / min, welding consumable delivery volume 18g / min, and the pause time between the previous lap and the next lap of spray welding is 60S, The starting current of spray welding is 60A, the current in progress of spray welding is 90A, and the final current of spray welding is 20A. The thickness of layer 121 is 0.6 mm; the heat treatment temperature in step E) is changed to 450° C., and the time is changed to 3.5 h. All the other are the same as the description to embodiment 1.
Embodiment 3
[0040] Only change the chemical elements and mass % content of the copper alloy rod in step A) to: 15% nickel, 10.5% aluminum and 7.5% zinc; change the chemical elements of the nickel-based alloy powder in step B) to And its mass % content is changed into: 5.6% chromium, 1.3% silicon, 1.8% iron and 0.2% carbon; Change the turning allowance on the surface of the glass melt contact end 12 in step C) into 5 ㎜; Change the spray welding process parameters in step D) to: shielding gas flow rate 1.9L / min, welding consumable delivery volume 14g / min, and the pause time between the previous lap and the next lap of spray welding is 15S, The starting current of spray welding is 75A, the current in progress of spray welding is 65A, and the final current of spray welding is 30A. The thickness of the layer 121 is 5 mm; the heat treatment temperature in step E) is changed to 400° C., and the time is changed to 4 h. All the other are the same as the description to embodiment 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com