

Method for manufacturing bimetallic metallurgical composite pipe by pressure welding composite method
A bimetallic and composite pipe technology, applied in the direction of manufacturing tools, metal processing equipment, welding equipment, etc., can solve the problems of increased manufacturing cost, high stacking cost, large one-time investment, etc. The effect of stable control and simple production process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0034] The present invention is specifically described below through the examples, it is necessary to point out that the present examples are only used to further illustrate the present invention, and can not be interpreted as limiting the protection scope of the present invention, those skilled in the art can according to the above-mentioned present invention Some non-essential improvements and adjustments have been made to the content.
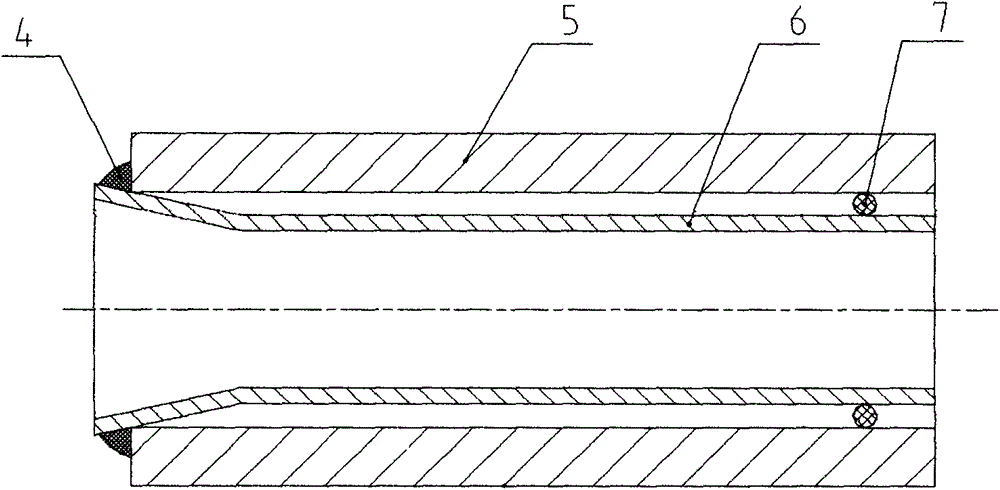
[0035] refer to figure 1. Tube blank preparation. The materials and specifications of the outer tube 5 and the inner tube 6 are selected according to the application, service conditions and performance characteristics of the metal material. The material of the outer tube and the inner tube can be various carbon steels, low alloy steels, alloy steels, bearing steels, tool steels, stainless steels, and nickel-based alloys. According to the flow and pressure requirements of the conveying medium, the outer pipe can be selected from seamless p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More