A kind of sapphire chip and metal active sealing method
A metal active and sapphire technology, applied in metal processing equipment, welding equipment, manufacturing tools, etc., can solve the problems of insufficient particle size and insufficient affinity between gemstones, and achieve good air tightness, welding reliability and yield rate High, to ensure the effect of airtightness requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] A method for actively sealing a sapphire sheet and a metal, the operation steps of which are as follows:
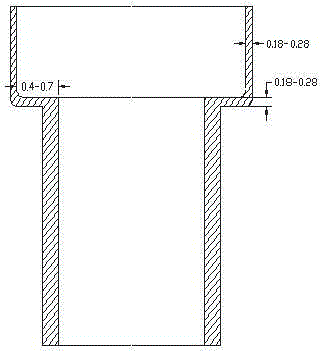
[0025] The first step: machining the Kovar metal piece, so that the processed Kovar metal piece has a support step radially matched with the sapphire sheet, the width of the step of the support step is 0.7mm, and the thickness of the side wall of the support step is It is 0.18mm, and the Kovar metal parts after machining need to be nickel-plated and hydrogen-burned;
[0026] Step 2: Process sapphire flakes with a thickness of 0.08mm, so that the radial fit gap between the sapphire flakes and the Kovar metal parts is 0.12mm, and then perform 10s of potassium dichromate sulfuric acid mixed solution cleaning, 3s of hydrofluoric acid surface cleaning hair An oxidation step to increase the contact area and adhesion between the solder and sapphire;
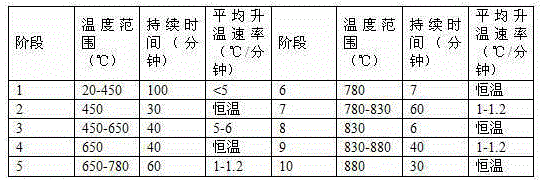
[0027] Step 3: Select a titanium-zirconium-copper-nickel solder paste with a melting point of 830-850°C and an average pa...
Embodiment 2
[0034] A method for actively sealing a sapphire sheet and a metal, the operation steps of which are as follows:
[0035] The first step: machining the Kovar metal piece, so that the processed Kovar metal piece has a support step radially matched with the sapphire sheet, the step width of the support step is 0.4mm, and the side wall thickness of the support step is It is 0.28mm, and the Kovar metal parts after machining need to be nickel-plated and hydrogen-burned;
[0036] Step 2: Process sapphire flakes with a thickness of 0.20mm, so that the radial fit gap between the sapphire flakes and the Kovar metal parts is 0.06mm, and then perform 5s of potassium dichromate sulfuric acid mixed solution cleaning, 5s of hydrofluoric acid surface cleaning hair An oxidation step to increase the contact area and adhesion between the solder and sapphire;
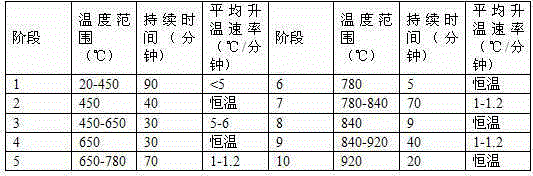
[0037] Step 3: Select a titanium-zirconium-copper-nickel solder paste with a melting point of 830-850°C and an average particle size of ...
Embodiment 3
[0044] A method for actively sealing a sapphire sheet and a metal, the operation steps of which are as follows:
[0045] The first step: machining the Kovar metal piece, so that the processed Kovar metal piece has a support step radially matched with the sapphire sheet, the width of the step position of the support step is 0.6mm, and the side wall thickness of the support step is It is 0.24mm, and the Kovar metal parts after machining need to be nickel-plated and hydrogen-burned;
[0046] Step 2: Process sapphire flakes with a thickness of 0.10mm, so that the radial fit gap between the sapphire flakes and the Kovar metal parts is 0.10mm, and then perform 5s of potassium dichromate sulfuric acid mixed solution cleaning, 5s of hydrofluoric acid surface cleaning hair An oxidation step to increase the contact area and adhesion between the solder and sapphire;
[0047] Step 3: Select a titanium-zirconium-copper-nickel solder paste with a melting point of 830-850°C and an average p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com