

High-efficiency heat-integrated moving-bed methanol-to-hydrocarbon process
A methanol-to-hydrocarbon, moving-bed technology, applied in the direction of hydrocarbon production from oxygen-containing organic compounds, condensation between hydrocarbons and non-hydrocarbons, chemical recovery, etc., can solve the problem of wide product distribution, affecting the efficiency of gas-solid separation system, running damage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
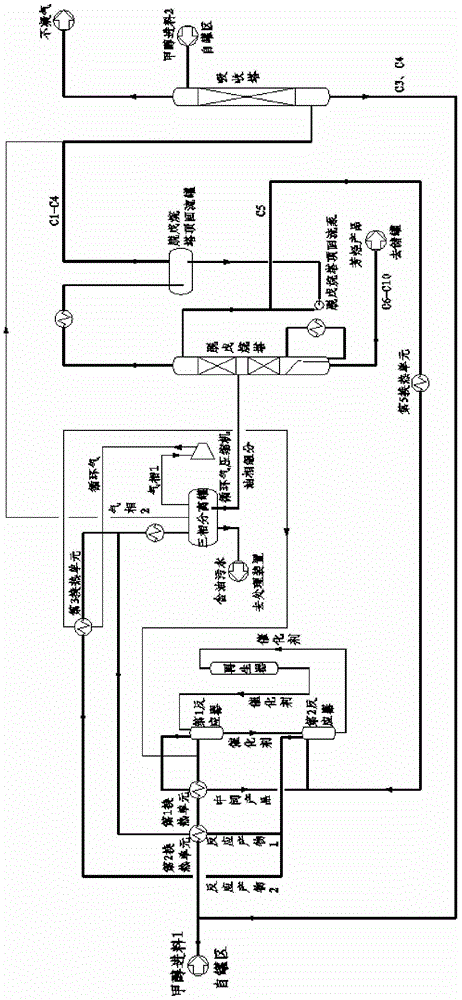
[0046] Embodiment one (see figure 1 ): Containing the first and second two reactors, the separation step adopts depentanizer fractionation.
[0047] The fresh methanol feed is pumped outside the boundary area, the pressure is increased to 0.5MPaG, and the temperature is 25°C. Fresh methanol feed 1 first enters the first reactor (equivalent to the initial reactor) after heat exchange with the reaction product, and conducts a radial moving bed contact reaction with the highly active catalyst from the regenerator. The liquid hourly space velocity is 1.0 h -1 , to generate an intermediate product (ie, the reaction product of the first reactor), with a pressure of 0.46MPaG and a temperature of 520°C. After leaving the first reactor, the intermediate product enters the first heat exchange unit, which is used as a heat source to heat the feed to the first reactor. The methanol feed 1 is heated to 480°C, and the intermediate product is cooled to 490°C. The intermediate product ente...
Embodiment 2
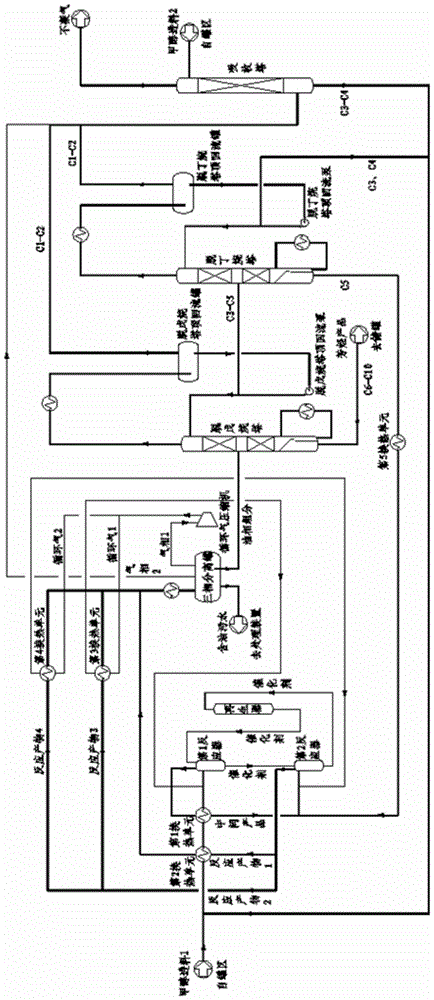
[0052] Embodiment two (see figure 2 ): Containing the first and second two reactors, the separation step adopts two-stage fractionation of a depentanizer and a debutanizer.
[0053] The fresh methanol feed is pumped through the boundary area, the pressure is increased to 1.77MPaG, and the temperature is 30°C. Fresh methanol feed 1 first enters the first reactor (equivalent to the initial reactor) after heat exchange with the reaction product, and conducts a radial moving bed contact reaction with the highly active catalyst from the regenerator. The liquid hourly space velocity is 5.0 h -1 , generate an intermediate product (ie the reaction product of the first reactor), the pressure is 1.75MPaG, and the temperature is 350°C, or 320°C. After the intermediate product leaves the first reactor, the first heat exchange unit serves as a heat source to heat the feed to the first reactor. The methanol feed is heated to 270°C or 250°C, and the intermediate product is cooled to 320°C...
Embodiment 3
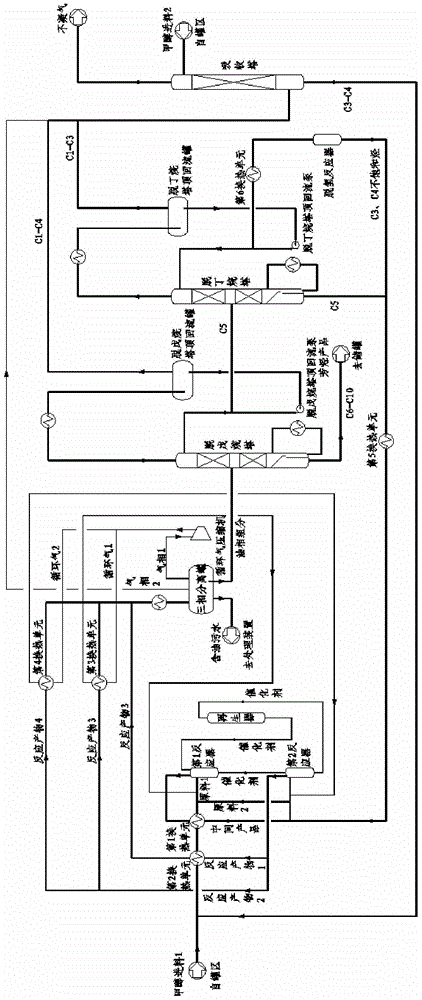
[0059] Embodiment three (see image 3 ): Including the first and second two reactors, the separation step adopts depentanizer and debutanizer two-stage fractional distillation, and uses dehydrogenation reactor to dehydrogenate C3~C4, methanol raw material is divided into two stocks and enters two a reactor.
[0060] The fresh methanol feed 1 is pumped through the boundary area, and the pressure is increased to 0.3MPaG, and the temperature is 30°C. The fresh methanol feed 1 is divided into two stocks after heat exchange with the reaction product: raw material 1 and raw material 2, which are respectively used as the first reactor (equivalent to the initial reactor), the second reactor (equivalent to the final reactor) ) feed, the flow ratio is 9:1. Raw material 1 enters the first reactor, and conducts radial moving bed contact reaction with the highly active catalyst from the regenerator, with a liquid hourly space velocity of 2.5h -1 , generate an intermediate product (ie th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More