

Method for conducting low-temperature efficient rapid ion nitriding on surface of steel workpiece
A workpiece surface, ion nitriding technology, applied in the direction of metal material coating process, coating, solid-state diffusion coating, etc., can solve the problems of long nitriding time, etc., to reduce the nitrogen diffusion energy barrier, increase nitrogen content, improve Effect of Nitrogen Ion Density and Hydrogen Ion Density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
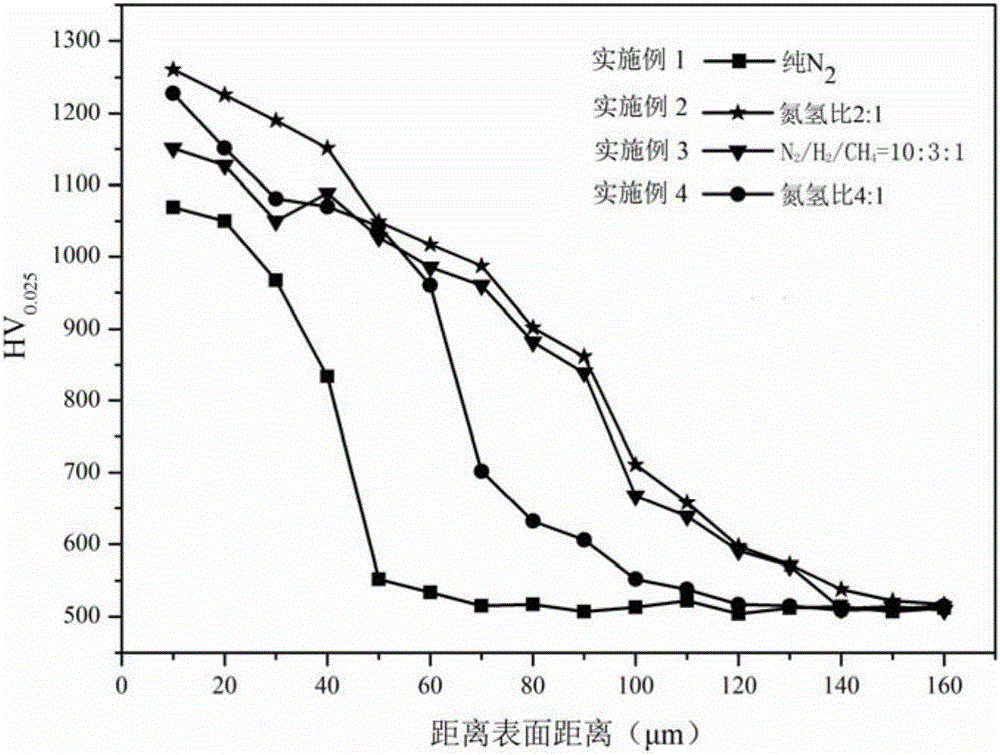
[0033] Example 1 Working gas is pure nitrogen
[0034] 1) After polishing the H13 steel test piece with a size of 100mmx30mmx2mm, put it in an aqueous solution containing 5wt% of commercially available "Qiqiang" metal degreasing detergent. After boiling for about 5 minutes, rinse the test piece with clean city water and dry it. Dry; hang the test piece on the fixture and put it into the vacuum coating device HIPS-820;
[0035] 2) Close the door of the vacuum chamber and start the workpiece holder to rotate; the vacuum chamber is pumped to the background and the vacuum is lower than 8x10 -3 After Pa, turn on the auxiliary heating and set it to 200°C. After the vacuum chamber is heated to the specified temperature, proceed to the next step.
[0036] 3) Inject argon gas, make the vacuum chamber pressure 0.2Pa, turn on the hollow cathode ion source, maintain the beam current at 150A; and set the auxiliary heating temperature of the vacuum chamber to 350°C.
[0037] 4) Blow in nitrogen and...
Embodiment 2
[0040] Example 2 The working gas is a mixed gas with a nitrogen / hydrogen flow ratio of 2:1
[0041] 1) After polishing the H13 steel test piece with the size of 100mmx30mmx2mm, put it in an aqueous solution containing 5wt% of commercially available "Qiqiang" metal degreasing detergent. After boiling for about 5 minutes, rinse the test piece with clean city water and dry it. Dry; hang the test piece on the fixture and put it into the HIPS-820 vacuum coating device;
[0042] 2)) Close the vacuum chamber door and turn on the workpiece holder to rotate; the vacuum chamber is pumped to the background and the vacuum is lower than 1x10 -2 After Pa, turn on the auxiliary heating and set it to 150°C. After the vacuum chamber is heated to the specified temperature, proceed to the next step.
[0043] 3) Inject argon gas to make the vacuum chamber pressure 0.2Pa, turn on the hollow cathode ion source, maintain the beam current at 100A; and set the auxiliary heating temperature of the vacuum cham...
Embodiment 3
[0046] Example 3 Working gas is flow rate ratio N 2 / H 2 / CH 4 =10:3:1 mixed gas
[0047] 1) After polishing the H13 steel test piece with the size of 100mmx30mmx2mm, put it in an aqueous solution containing 5wt% of commercially available "Qiqiang" metal degreasing detergent. After boiling for about 5 minutes, rinse the test piece with clean city water and dry it. Dry; hang the test piece on the fixture and put it into the HIPS-820 vacuum coating device;
[0048] 2)) Close the vacuum chamber door and turn on the workpiece holder to rotate; the vacuum chamber is pumped to the background and the vacuum is lower than 0.8x10 -2 After Pa, turn on auxiliary heating and set it to 170°C. After the vacuum chamber is heated to the specified temperature, proceed to the next step.
[0049] 3) Fill in argon gas, make the vacuum chamber pressure 0.2Pa, turn on the hollow cathode ion source, maintain the beam current at 120A; and set the auxiliary heating temperature of the vacuum chamber to 330°C....
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More