

Casting process of ultralow-temperature valve casting
A casting process and ultra-low temperature technology, which is applied in the field of casting technology of ultra-low temperature valve castings, can solve the problems of material stress deformation and metamorphosis, and achieve the effect of improving ductility and toughness, improving purity and avoiding differences.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0031] A casting process for ultra-low temperature valve castings, comprising the following steps:
[0032] S1: Casting design: including modeling design of valve castings, calculation of shrinkage rate of valve castings, and selection of parting surfaces, etc., to ensure the dimensional accuracy and quality of valve castings.
[0033] S2: Production preparation: Combining with the casting design in step S1, the preparation includes material preparation and production machinery equipment for producing valve castings, and core making work is performed at the same time.
[0034]S3: Smelting: According to the design, material and production requirements of the valve castings in steps S1 and S2, carry out the proportioning of furnace charges, select a suitable melting method, set a reasonable melting temperature and time, and control the material composition content of the valve castings; The charge ratio is mainly to use 90-95% of the high-alloy steel return material of this stee...
Embodiment 2
[0041] Performance inspection of ultra-low temperature valve castings in low temperature environment:
[0042] The castings produced by the casting process of Example 1 were placed in an environment of minus 196°C to carry out the impact test. The number of samples was 5, and the experiment was repeated. The test results are shown in Table 1:
[0043] Table 1. Impact test report of ultra-low temperature castings at -196°C
[0044]
Embodiment 3
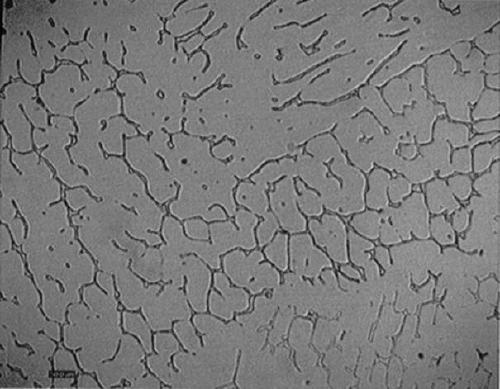
[0046] The casting sample Z3 described in Example 2 will be used for gold sample analysis, the test method is GB / T13298-2015 metal microstructure inspection method, and the detection equipment is a metallographic microscope MS03, and the test results are as follows: figure 1 shown.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More