

Welding technology of high-purity ferrite stainless steel heat exchanger
A welding process and ferrite technology, applied in welding equipment, welding accessories, welding/welding/cutting items, etc., can solve the problems of cumbersome welding process, unsuitable temperature and method, increasing manufacturing difficulty, etc., and reduce drilling The effect of time, uniform size and no defects, uniform pores and no defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0043]The principles and features of the present invention are described below, and the examples given are only used to explain the present invention, and are not intended to limit the scope of the present invention.
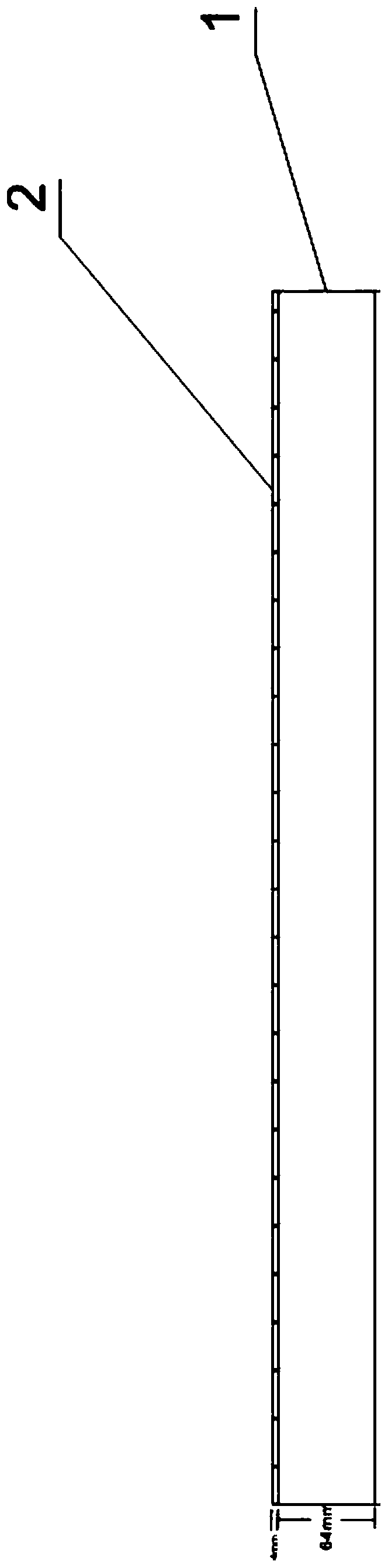
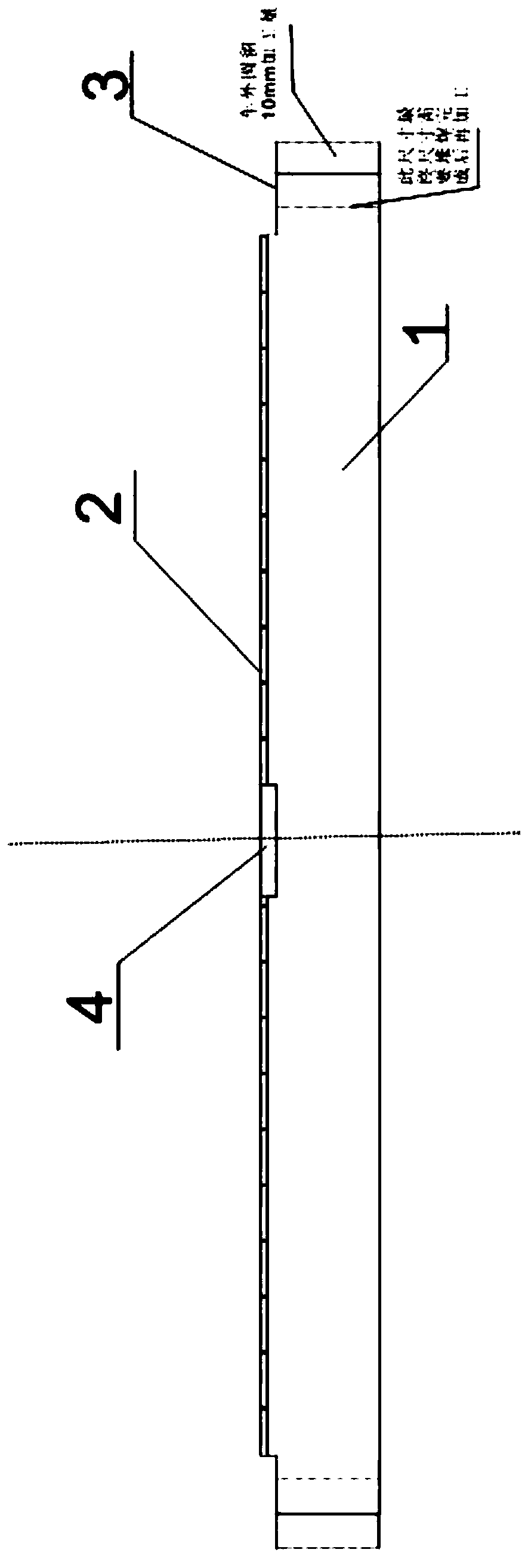
[0044] The welding process of the high-purity ferritic stainless steel heat exchanger of the present invention is divided into the following four steps, which are pre-weld inspection----tube plate surfacing----pre-weld assembly of tube plate and heat exchange tube- -- Welding of tube sheets and heat exchange tubes; in order to avoid the waste of raw materials caused by unsuccessful welding of raw materials, we conducted an evaluation of the welding process before welding. The evaluation method is as follows:
[0045] First of all, we carried out the evaluation of the pre-welding process of S1197. The chemical composition of S11972 is as follows:
[0046]
[0047] The mechanical properties of S11972 steel are as follows:
[0048] Specified plastic e...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More