

Machining process of U-shaped seamless stainless steel tube and stainless steel tube
A stainless steel pipe and processing technology, applied in the field of steel pipe processing, can solve the problems of unfavorable long-term use of elbows, poor surface roughness, nitriding risk, etc., to reduce the risk of surface scratches, excellent corrosion resistance, and improved corrosion resistance. The effect of corrosion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
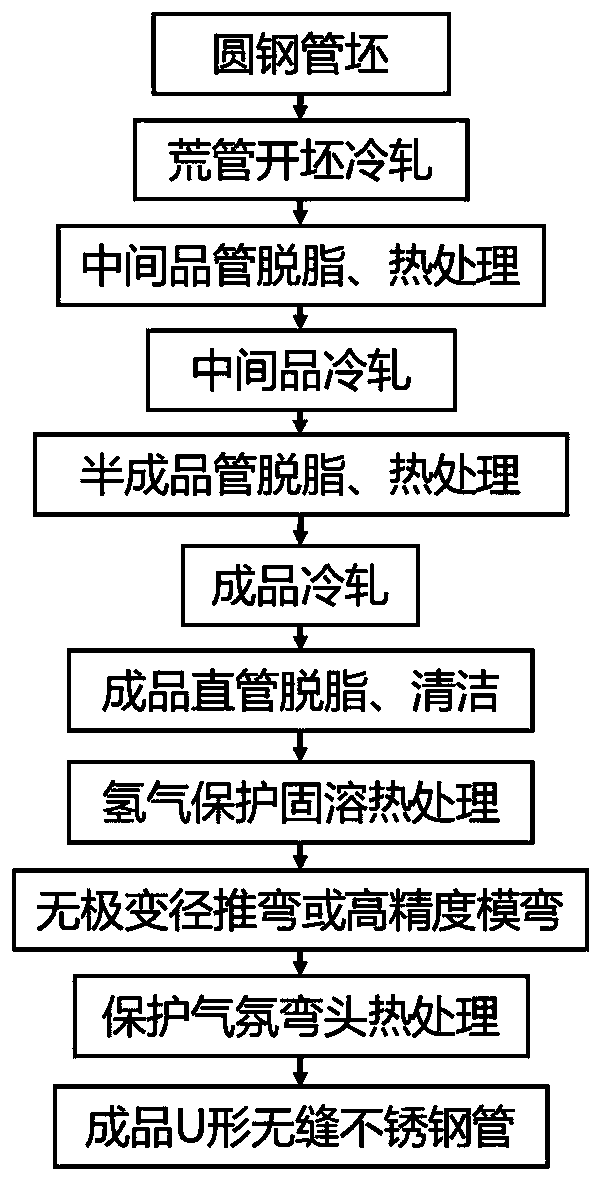
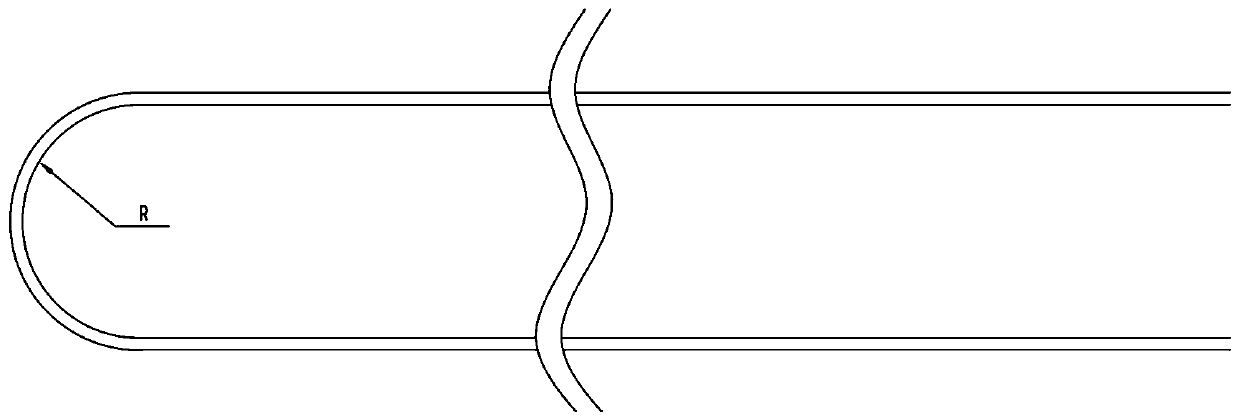
[0033] Such as figure 1 As shown, the wall thickness is 1.0±0.1mm, the outer diameter of the pipe is 16.0±0.08mm, the length after expansion is between 45m and 50m, the inner and outer surface roughness is ≤0.5μm, and there is no oxidation color and nitriding layer on the surface. U-shaped seamless stainless steel pipe with good corrosion resistance, bending radius R=550mm, and bending radius R tolerance ±0.5mm includes the following steps:
[0034] 1) Cross-rolling and hot piercing the round steel billet of Φ80 to make a blank pipe of Φ80×8mm;
[0035]2) Use high-speed cold-rolling equipment combined with a medium-to-high deformation design of 40% to 80% to carry out billet cold-rolling processing, and process blank pipes to intermediate-quality pipes of Φ57×5.5mm. The deformation amount of this pass = 1-((rolling Outer diameter after rolling - wall thickness after rolling) × wall thickness after rolling) / ((outer diameter before rolling - wall thickness before rolling) × ...
Embodiment 2
[0045] Such as figure 1 As shown, the wall thickness is 1.0±0.1mm, the outer diameter of the pipe is 16.0±0.08mm, the length after expansion is between 45m and 50m, the inner and outer surface roughness is ≤0.5μm, and there is no oxidation color and nitriding layer on the surface. U-shaped seamless stainless steel pipe with good corrosion resistance, bending radius R=150mm, and bending radius R tolerance ±0.5mm includes the following steps:
[0046] Step 1) to step 8) are identical with embodiment one;
[0047] Step 9) adopt high-precision die bending technology for the finished straight pipe after heat treatment in step 8), and select nylon material as the bending pipe mold material. When designing the bending mold, the anti-deformation design is adopted. The cavity shape of the mold is no longer a regular circle, but a smaller outer diameter perpendicular to the plane direction of the U-shaped tube, and an outer diameter parallel to the plane direction of the U-shaped tube...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Surface roughness | aaaaa | aaaaa |
| Bending radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More