Method for reclaiming oxidation catalyst
A technology of oxidation catalyst and recovery method, applied in chemical recovery, physical/chemical process catalyst, metal/metal oxide/metal hydroxide catalyst, etc. Deterioration of separability and other problems, to reduce the loss of oxidation catalyst, reduce environmental load, and be beneficial to industrial production.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
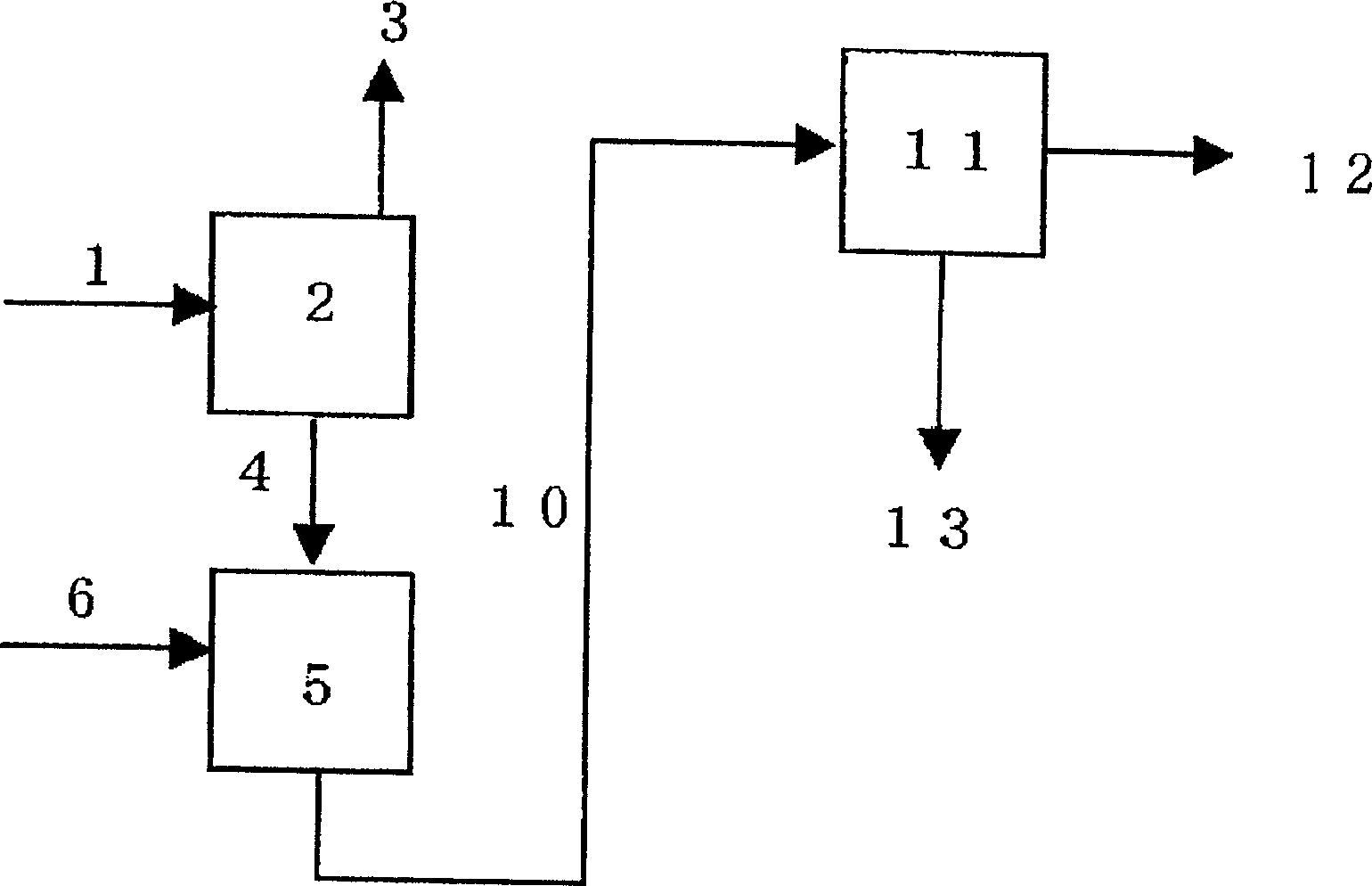
[0056] use figure 2 The symbols of are used to describe the steps of Example 1.
[0057] Manganese acetate tetrahydrate (manufactured by Wako Pure Chemical Industries, Ltd., purity 99%) containing 700 ppm in terms of cobalt atoms of cobalt acetate tetrahydrate (manufactured by Osaki Kogyo Co., Ltd., with a purity of 98% or more), and 300 ppm in terms of manganese atoms, 90% acetic acid aqueous solution of 1200ppm hydrobromic acid aqueous solution (manufactured by Tosoh Co., Ltd., hydrogen bromide concentration of 47% to 49%) in terms of bromine atoms, the mass ratio of solvent / p-xylene is taken as 5.0, The reaction temperature is 190°C, the reaction pressure is 1.1MPa, and the residence time is 60 minutes. P-xylene is oxidized by air in a continuous tank reactor, and the obtained terephthalic acid slurry is subjected to vertical centrifugation. The separator (rotation number 4500rpm) is used for solid-liquid separation to obtain oxidation reaction mother liquor and terephtha...
Embodiment 2
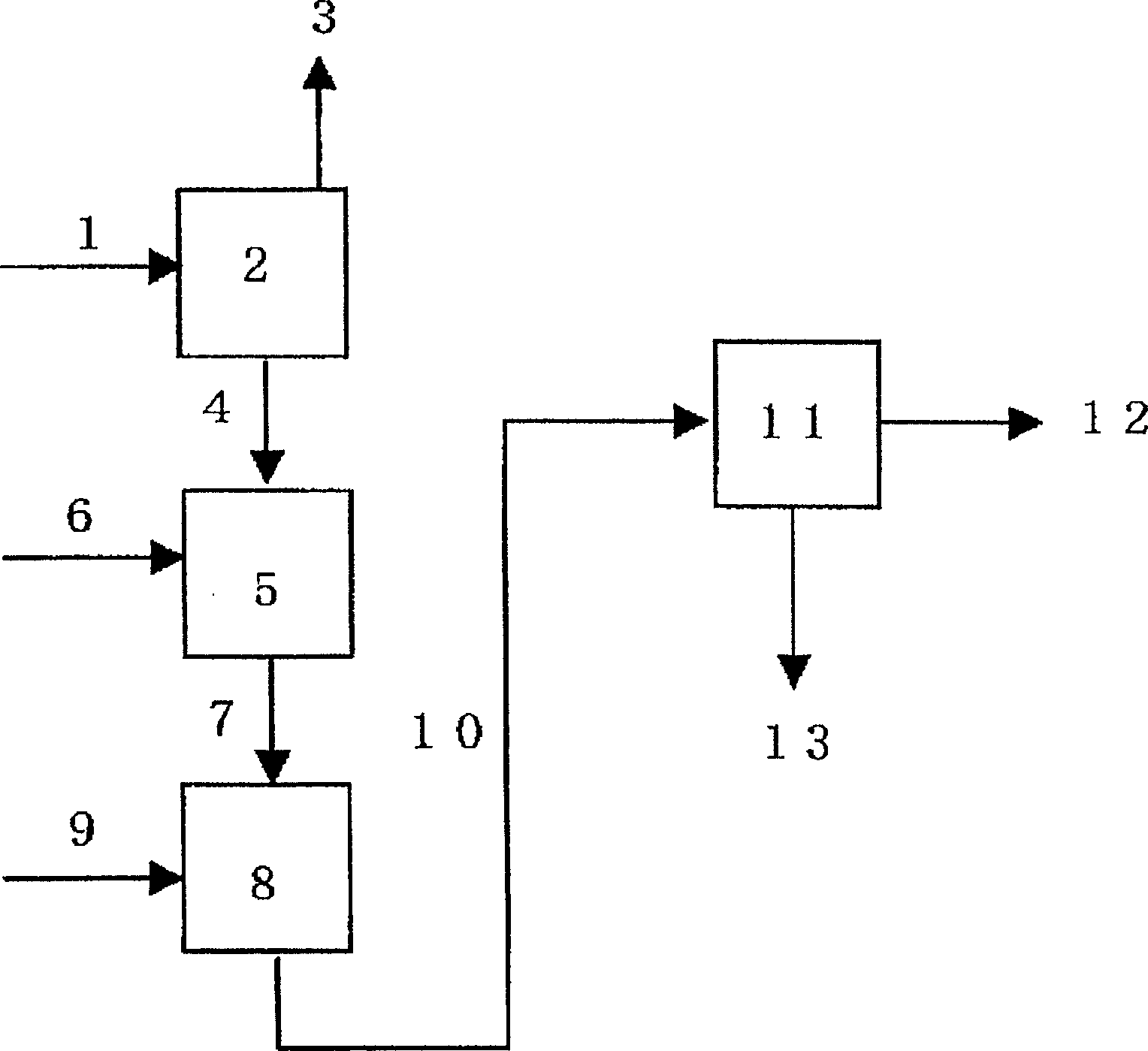
[0065] In the stirring tank (5) equipped with a jacket for heating, continuously feed the concentrate (4) prepared in the same way as in Example 1 at 400 parts by mass per hour, and continuously feed water at 200 parts by mass per hour (6) Perform hot water treatment at 500 rpm for 40 minutes at 74°C. In the stirring tank (8), continuously feed the formed hot water slurry (7) at 600 parts by mass per hour, and continuously feed water (9) at 1800 parts by mass per hour, at 40° C. for 20 minutes at 700 rpm Granulation treatment. The post-processing of the granulated slurry was carried out in the same manner as in Example 1. As a result, the obtained granulated slurry (10) had an average particle diameter of 1.40 to 2.00 mm, and the water concentration of the separated solid residue (13) was 15%. The catalyst recovery rate of the aqueous catalyst solution (12) was found to be 93% for cobalt and manganese, and 75% for bromine. The results are shown in Table 1.
Embodiment 3
[0067] Except having changed the hot water treatment temperature in Example 2 into 88 degreeC from 74 degreeC, it processed by the method similar to Example 2, and obtained the granulated slurry (10). The obtained granulated slurry (10) has an average particle diameter of 1.40-2.00mm, and the water concentration of the separated solid residue (13) is 15%. The catalyst recovery rate of the aqueous catalyst solution (12) was found to be 94% for cobalt and manganese, and 85% for bromine. The results are shown in Table 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| The average particle size | aaaaa | aaaaa |
| The average particle size | aaaaa | aaaaa |
| Average diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More