

Alkyl-alkenyl arene production catalyst by high-selectivity dehydrogenation of alkyl aromatics
A catalyst, ethylbenzene dehydrogenation technology, applied in metal/metal oxide/metal hydroxide catalysts, physical/chemical process catalysts, hydrocarbons, etc., can solve the problem of low yield, activity and selectivity, etc. problem, to achieve a highly selective effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
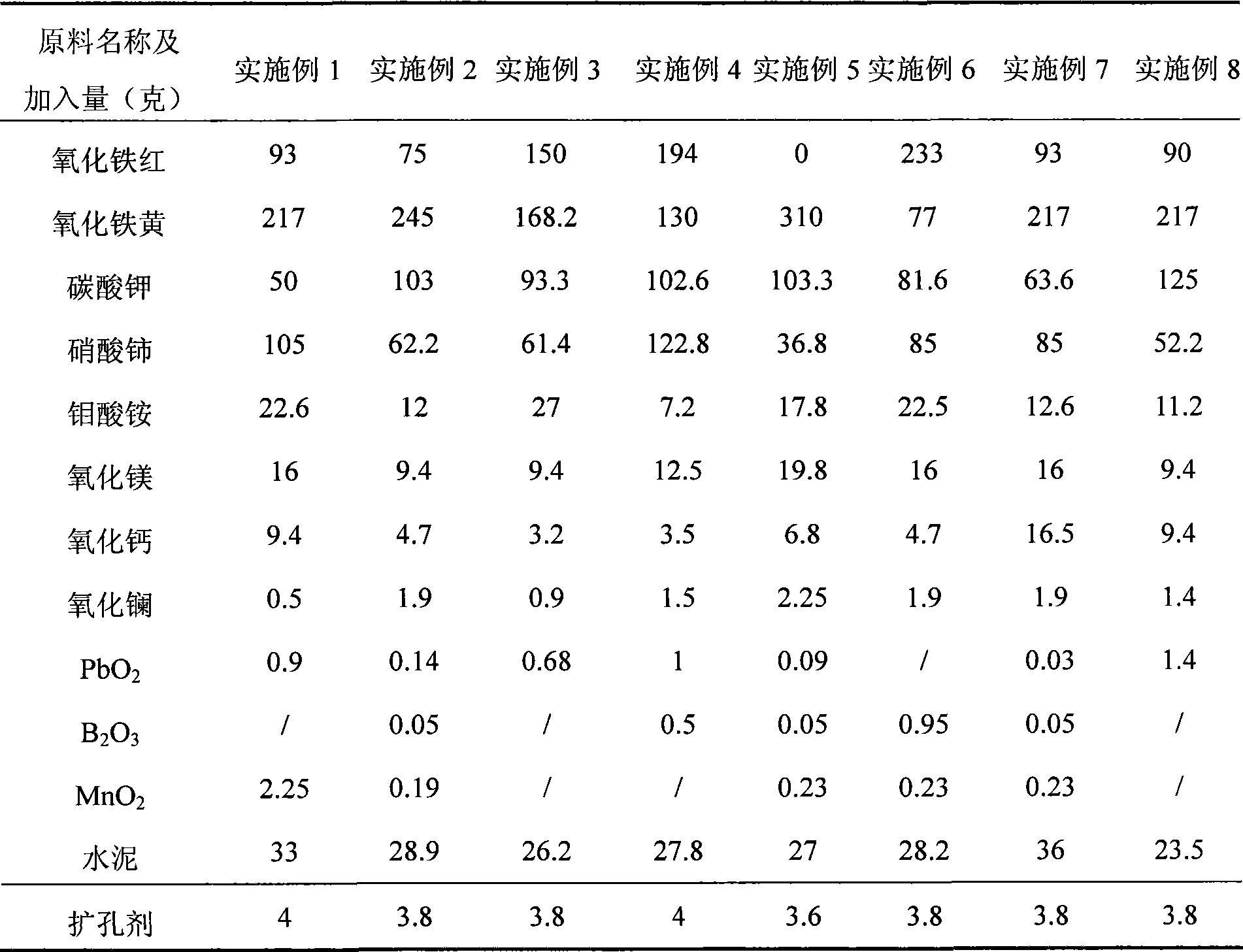
[0030] [Example 1] With 93g iron oxide red, 217g iron oxide yellow, 81.6g salt of wormwood, 12.6g ammonium molybdate, 16g magnesium oxide, 9.4g calcium oxide, 31g cement, 1.9g lanthanum oxide, 4g pore expander (such as (Tanjing powder or carboxymethyl cellulose, etc.) into the kneader, after dry mixing for 2 hours, dissolve 85g of cerium nitrate in deionized water and add it, and knead for 1-2 hours to knead the material into an extrudable paste After taking out the material, through extrusion molding and strip breaking process, a cylindrical catalyst of Φ3~3.3mm×5~7mm is made, dried at 90-120°C for 4 hours, placed in a muffle furnace and calcined at 800°C for 6 hours After that, the temperature was naturally lowered to obtain the finished catalyst for activity evaluation. The actual amount of raw materials added to the catalyst is shown in Table 1, the mass percentage composition of the obtained catalyst is shown in Table 2, and the catalyst performance evaluation results are...
Embodiment 3
[0032] [Example 3] 150g iron oxide red, 168.2g iron oxide yellow, 93.3g potassium carbonate, 12.6g ammonium molybdate, 9.4g magnesium oxide, 9.4g calcium oxide, 27.3g cement, 1.9g lanthanum oxide, 3.8g reaming Agent, 68.4g cerium nitrate, the finished product catalyst is made and evaluated by the operation procedure of embodiment 1. The actual amount of raw materials added to the catalyst is shown in Table 1, the mass percentage composition of the obtained catalyst is shown in Table 2, and the catalyst performance evaluation results are shown in Table 3.
[0033] [Example 4] 194g iron oxide red, 130g iron oxide yellow, 77.4g potassium carbonate, 12.6g ammonium molybdate, 11.8g magnesium oxide, 9.4g calcium oxide, 27.7g cement, 1.9g lanthanum oxide, 3.8g pore expander , 74.6g cerium nitrate, make finished catalyst and evaluate by the operation procedure of embodiment 1. The actual amount of raw materials added to the catalyst is shown in Table 1, the mass percentage compositio...
Embodiment 5
[0034] [Example 5] 310g iron oxide yellow, 81.6g potassium carbonate, 12.6g ammonium molybdate, 11.8g magnesium oxide, 9.4g calcium oxide, 31g cement, 1.9g lanthanum oxide, 3.8g pore expander, 85g cerium nitrate, press The operation procedure of Example 1 produced a finished catalyst and evaluated it. The actual amount of raw materials added to the catalyst is shown in Table 1, the mass percentage composition of the obtained catalyst is shown in Table 2, and the catalyst performance evaluation results are shown in Table 3.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More