

A kind of heat-resistant polylactic acid composite material and preparation method thereof
A composite material, polylactic acid technology, applied in the field of polylactic acid material and its preparation, heat-resistant polylactic acid composite material and its preparation field, can solve the problems of high cost, poor mechanical properties, etc., and achieve low price, strong processing performance, high heat The effect of short treatment time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
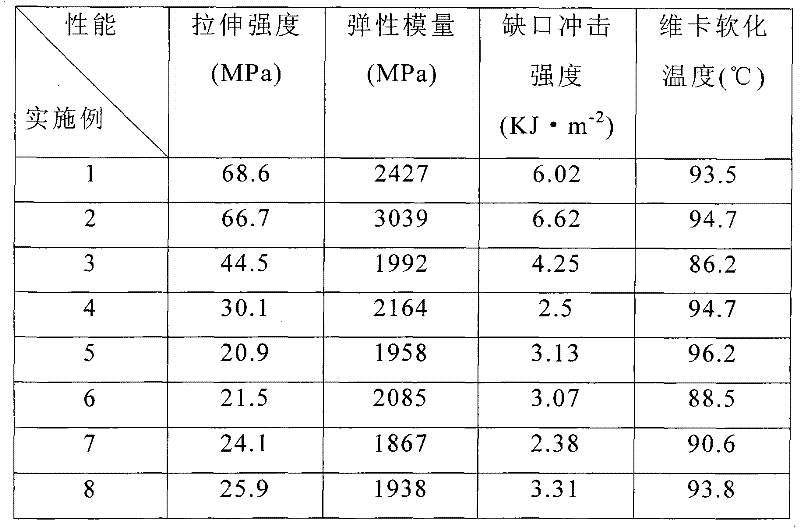
[0029] 99 parts of vacuum-dried poly-L-lactic acid with low D (poly D-lactic acid) content, 1 part of zinc phenylphosphite as a nucleating agent, 20 parts of inorganic filler talcum powder with a particle size of 1250 mesh to 12500 mesh, and 10 parts of starch acetate , 20 parts of wood fiber, 0.1 part of silane coupling agent γ-(2,3-glycidoxy) propyltrimethoxysilane, 1 part of toughening modifier polycaprolactone, 0.3 part of lubricant aluminum stearate Parts are melted and blended uniformly in a twin-screw extruder and then extruded to pelletize. The temperature settings of each section of the screw are: 190°C, 200°C, 210°C, 220°C, 210°C, and the speed is 50rpm. After granulation, injection molding is carried out in an injection molding machine. The injection temperature is 210°C, the injection pressure is 100 MPa, and the residence time is about 40 seconds. The samples obtained by injection molding were heat-treated in an oven at a constant temperature of 80° C. for 180 min...
Embodiment 2
[0031] Vacuum-dried low D (poly D-lactic acid) content poly-L-lactic acid 89 parts, nucleating agent zinc phenylphosphinate 1 part, particle size 1250 mesh-12500 mesh inorganic filler talcum powder 10 parts, starch laurate 20 parts, 10 parts of bamboo fiber, 1 part of silane coupling agent γ-aminopropyltriethoxysilane, 5 parts of toughening modifier polybutene-adipic acid-terephthalic acid, lubricant stearic acid Calcium 0.5 part was melted and blended uniformly in a twin-screw extruder, and then extruded and granulated. The temperature settings of each section of the screw were: 180°C, 190°C, 200°C, 210°C, 200°C, and the rotation speed was 30rpm. After granulation, injection molding is carried out in an injection molding machine. The injection temperature is 180°C, the injection pressure is 80MPa, and the residence time is about 40 seconds. The sample obtained by injection molding was kept in an oven at a constant temperature of 80° C. for 30 minutes. Its mechanical properti...
Embodiment 3
[0033] 69 parts of vacuum-dried low-D (poly D-lactic acid) content poly-L-lactic acid, 1 part of nucleating agent zinc phenylphosphate, 40 parts of inorganic filler calcium carbonate with a particle size of 1250 mesh to 12500 mesh, 30 parts of starch, flax fiber 5 parts, 0.1 part of silane coupling agent γ-(2,3-epoxypropoxy)propyltrimethoxysilane, 1 part of toughening modifier polycaprolactone, 0.8 part of lubricant aluminum stearate in bis In the screw extruder, melt and blend evenly and then extrude and granulate. The temperature settings of each section of the screw are: 160°C, 170°C, 180°C, 190°C, 180°C, and the rotation speed is 50rpm. After granulation, injection molding is carried out in an injection molding machine. The injection temperature is 210°C, the injection pressure is 90 MPa, and the residence time is about 45 seconds. The samples obtained by injection molding were kept in an oven at a constant temperature of 90° C. for 30 minutes. Its mechanical properties a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| glass transition temperature | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
| Vicat softening point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More