

Bottom dusting electrical furnace steelmaking process
An electric arc furnace and powder spraying technology is applied in the field of electric arc furnace steelmaking, which can solve the problems of inability to accurately control the addition amount, large cost and environmental pollution, and insufficient dephosphorization efficiency, so as to speed up the mass transfer and heat transfer speed and shorten the smelting. The effect of time and slag gold reaction speed increasing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
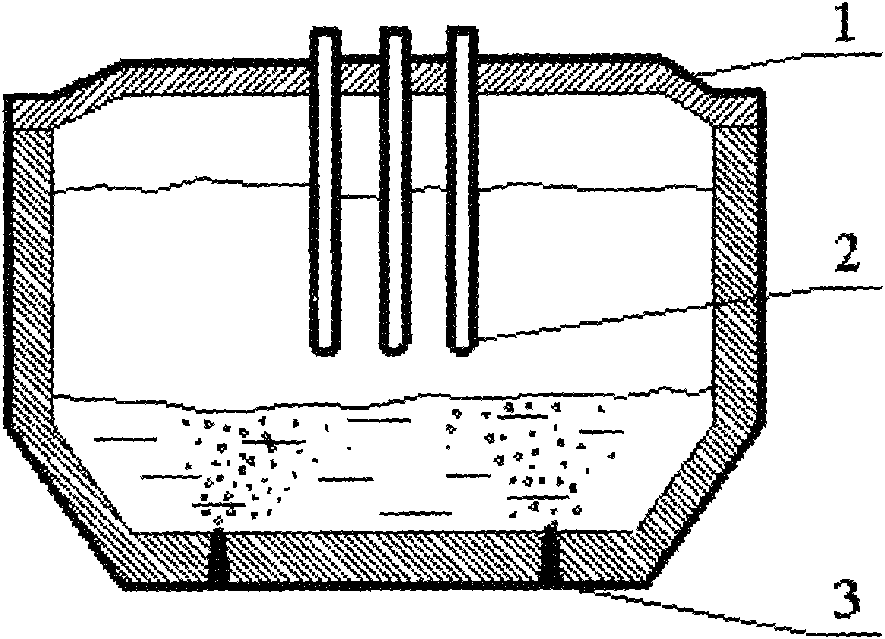
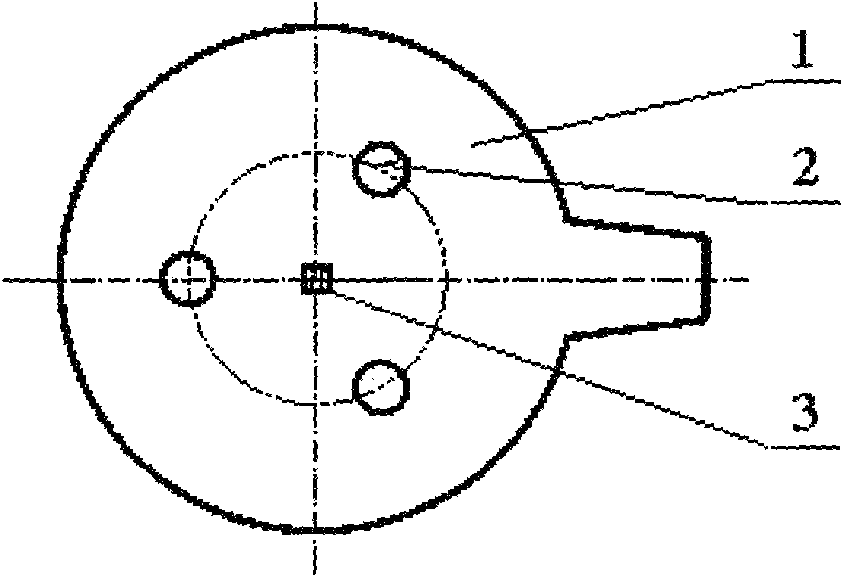
[0018] The invention discloses a bottom-spraying electric arc furnace steelmaking method, specifically, boron steel is smelted in a 25t bottom-spraying electric arc furnace. Such as figure 2 As shown, in the electric arc furnace steelmaking method based on the top feeding system, a bottom gun 3 is set in the center of the bottom of the electric arc furnace; the bottom gun 3 is a porous injection element; the carrier gas is Ar; the particle size of the injection powder is 0.01 ~0.10mm.
[0019] Smelting process: At the end of the melting period and the beginning of the oxidation period, a part of the slagging agent is sprayed into the molten pool through the bottom gun through the bottom gun. The injection amount of different slagging agents accounts for the percentage of the slagging agent added in the furnace respectively: Limestone or quicklime is 20-50wt%, iron oxide or concentrate powder is 70-100wt%, dolomite is 40-50wt%, fluorite is 40-60wt%; the injection pressure is ...
Embodiment 2
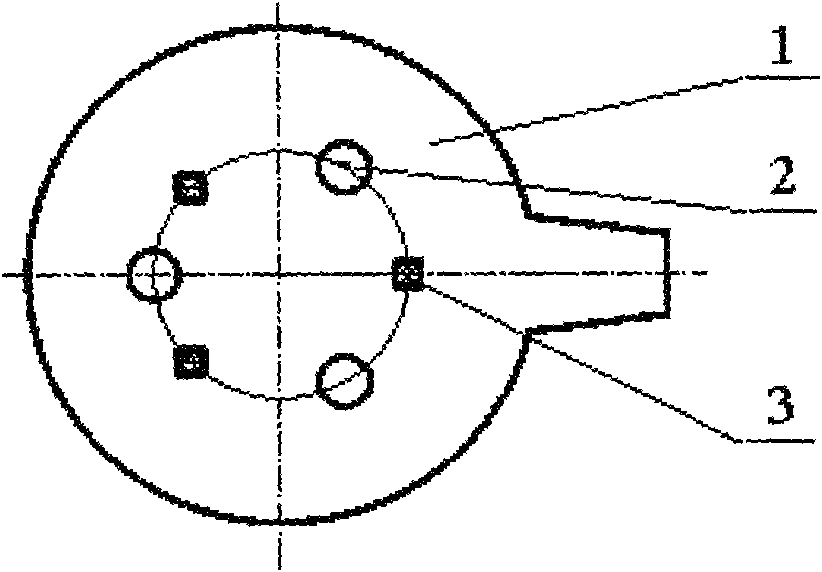
[0022] The invention discloses a bottom powder-spraying electric arc furnace steelmaking method, specifically an 85t bottom powder-spraying electric arc furnace for smelting aluminum steel. Such as image 3 As shown, in the electric arc furnace steelmaking method based on the top charging system, the bottom gun 3 is arranged symmetrically between 0.2 and 0.5 times the radius of the furnace bottom from the center of the furnace bottom; the bottom gun 3 adopts slit-type ventilation bricks; The particle size is 0.01 ~ 0.10mm.
[0023] Smelting process: At the end of the melting period and the beginning of the oxidation period, a part of the slagging agent is sprayed into the molten pool through the bottom gun through the bottom gun. The injection amount of different slagging agents accounts for the percentage of the slagging agent added in the furnace respectively: Limestone or quicklime is 20-50wt%, iron oxide or concentrate powder is 70-100wt%, dolomite is 40-50wt%, fluorite i...
Embodiment 3
[0026] The invention discloses a bottom-spraying electric arc furnace steelmaking method, specifically smelting chromium-manganese-titanium steel in a 130t bottom-spraying electric arc furnace. Such as Figure 4 As shown, the eccentric furnace bottom tapping electric arc furnace steelmaking method based on the top feeding system is provided with two bottom guns 3 at the bottom of the electric arc furnace, and the bottom guns 3 are located between 0.5 and 0.7 times the furnace bottom radius from the center of the furnace bottom. Asymmetric arrangement; the bottom gun 3 adopts double-layer casing nozzles; the particle size of the sprayed powder is 0.01-0.10mm.
[0027] Smelting process: At the end of the melting period and the beginning of the oxidation period, a part of the slagging agent is sprayed into the molten pool through the bottom gun through the bottom gun. The injection amount of different slagging agents accounts for the percentage of the slagging agent added in the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More