Method for cladding alloy on surface of metallic matrix
A metal substrate and cladding alloy technology, which is applied in the field of cladding alloys on the surface of metal substrates, can solve the problems of low oxidation resistance of cobalt-based alloys, poor cladding, slagging performance, and reduced machinability, etc., to meet high temperature resistance Ease of wear, ease of operation, and life-enhancing effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1-10
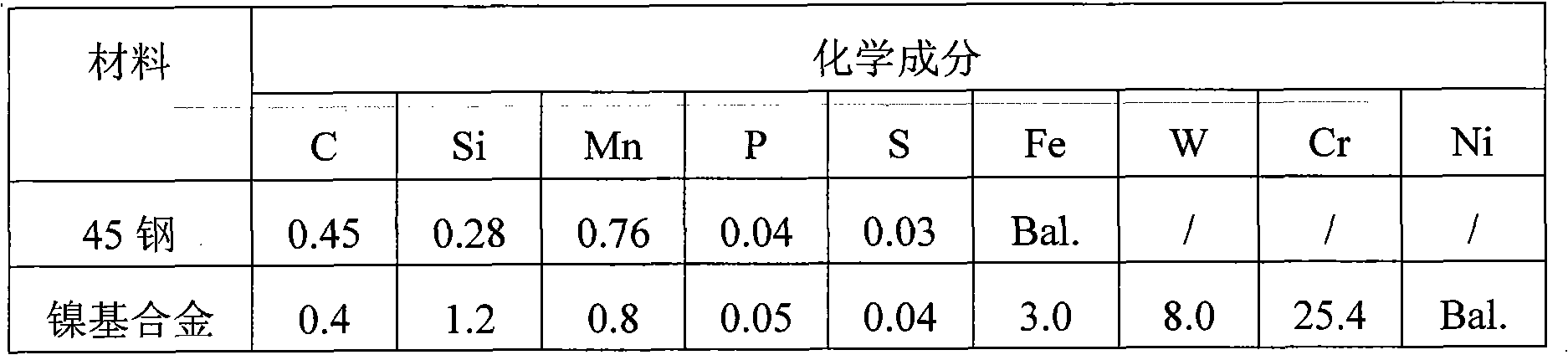
[0030] A method for cladding an alloy on the surface of a metal substrate, using different metal substrates, and cladding different alloys on the metal substrate, the composition of the metal substrate is shown in Table 1, and the composition of the alloy is shown in Table 2. In this embodiment, 45 steel is used as the metal matrix, and Stellite6 is used as the cladding alloy.
[0031] Table 1
[0032]
[0033] Table 2
[0034] Material
[0035] Using GS-2000 type cross-flow CO 2 Laser cladding is carried out on complete sets of laser processing equipment with a maximum output power of 2.0kW. The laser processing machine tool is equipped with a numerical control system and a synchronous powder feeder, which is used for synchronous powder feeding single-channel and multi-channel lap cladding Stellite6 alloy (grain size is 45-160μm). During the cladding process, argon gas is blown to protect the molten pool to prevent oxidation. The process parameters of laser cla...
Embodiment 11-22
[0040] A method for cladding an alloy on the surface of a metal substrate, using a nickel-based alloy as the metal substrate, and HMSP2528 and HMSP2537 powders as the cladding alloy, with a particle size of 53-153 μm. Using TJ-HL-T500 cross-flow CO 2 The complete set of laser processing machine tool is used for laser cladding, the maximum output power is 5kw, and the synchronous powder feeder is used to send the powder directly to the molten pool through the funnel and conveyor for cladding. The powder is preheated for 2 hours, and the preheating temperature is 150 °C. Example 11-Example 16 uses HMSP2528 synchronous powder feeding laser cladding, and the process parameters are shown in Table 4. Example 17-Example 22 uses HMSP2537 synchronous powder feeding laser cladding, and the process parameters are shown in Table 5. Argon gas is used to protect the molten pool during laser cladding.
[0041] Table 4 Process parameters of nickel-based alloy surface cladding HMSP2528 powder...
Embodiment 23-29
[0047] A method for cladding an alloy on the surface of a metal substrate, using a nickel-based alloy as the metal substrate, a CoCrNiAlY alloy as the cladding alloy, and a grain size of 32-185 μm. Using TJ-HL-T500 cross-flow CO 2 The complete set of laser processing machine tool is used for laser cladding, the maximum output power is 5kw, and the synchronous powder feeder is used to send the powder directly to the molten pool through the funnel and conveyor for cladding. The powder is preheated for 2 hours, and the preheating temperature is 150 °C. The process parameters of synchronous powder feeding laser cladding are shown in Table 6. Argon gas is used to protect the molten pool during laser cladding.
[0048] Table 6 Process parameters of laser cladding CoCrNiAlY alloy powder
[0049] Sample No.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com