

A laser arc hybrid welding method and fixture for thick plate high-strength steel
A laser arc and hybrid welding technology, which is applied in the field of material processing, can solve the problems of low utilization rate of carbon dioxide laser energy, high cost of carbon dioxide laser, and unsatisfactory welding depth, so as to improve the weld composition and microstructure, reduce Welding defects, effects of increased solidification time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
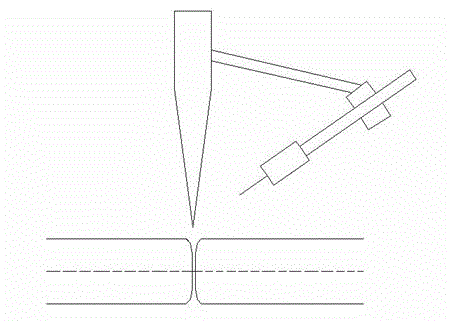
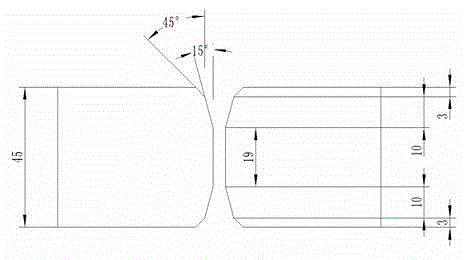
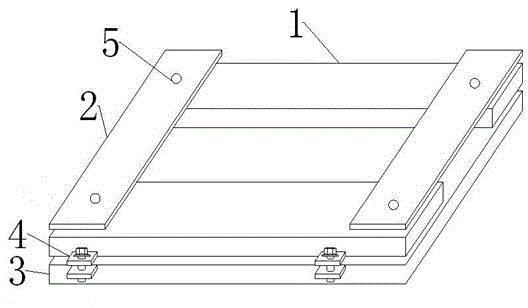
[0017]Domestic 45mm thick ZG30SiMn, and imported 45mm thick wear-resistant plate AR400, straight seam butt welding of dissimilar materials; workpiece groove form: choose 45mm plate, first open a 10mm, 15-degree groove on one side, and then open a 3mm, 45-degree groove, blunt edge 19mm; pre-welding preparation: before welding, grind the welding part to remove the oxide layer, oil stains, stains, etc. on the part to be welded, and clamp the welding workpiece, and the calibration gap is 1.2mm. After the clamping is completed, spot-fix the necessary positions to control the influence of welding deformation on the clamping gap; preheating before welding: laser preheating is adopted, no other preheating devices are needed, and welding can be performed directly after preheating. The heating method is intermittently repeated, and the preheating temperature is about 200 degrees Celsius. Usually, the heating part is scanned twice, each time is 5-8 minutes, and each time is intermittent f...
Embodiment 2
[0022] As an improvement of the present invention, the preheating treatment and welding operations are all completed by robots. It is necessary to compile the robot programs for preheating, bottoming and covering, and teach them. After adopting this design, welding can Straight line welding seam, circular welding seam, curved welding seam, and welding of various joint forms such as butt joint, T joint and fillet joint can be realized, and the welding accuracy and production efficiency are guaranteed. The rest of the structural features and advantages are exactly the same as in Embodiment 1.
Embodiment 3
[0024] As an improvement of the present invention, it is necessary to pay attention to heat preservation between layers during processing, and the temperature difference between layers is controlled at 1-3°C. After adopting this design, the quality and welding effect of the welded parts can be guaranteed. All the other structures and advantages are identical to Embodiment 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More