

A surfacing flux-cored wire for repair of press forging dies
A flux-cored welding wire and press technology, applied in welding medium, welding equipment, welding equipment, etc., can solve the problems of poor process performance, poor welding performance, high stickiness of slag, and large spatter, and achieve good strength, toughness and high resistance to cold and heat Fatigue ability, good coverage of welding slag, and long service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] Get 150g of sodium fluorosilicate, 250g of calcium fluoride, 300g of rutile, 100g of sodium oxide, 100g of potassium oxide, 200g of quartz, 2381g of high-carbon ferrochrome (7% carbon, 63.% chromium, mass fraction, the same below), Pure chromium powder 1675g, pure nickel powder 173g, electrolytic manganese (containing Mn99.5%) 350g, molybdenum iron powder (containing molybdenum 65%) 2170g, ferrosilicon powder (containing silicon 75.%) 560g, rare earth powder 800g, ferrovanadium Powder (the content of vanadium is 50%) 740g, reduced iron powder 51g.
[0050] Add the obtained flux-cored powder into the U-shaped steel strip groove with a filling rate of 35%, close the U-shaped groove to obtain a surfacing flux-cored wire with a diameter of 2.4mm, and prepare the surfacing layer according to the following process:
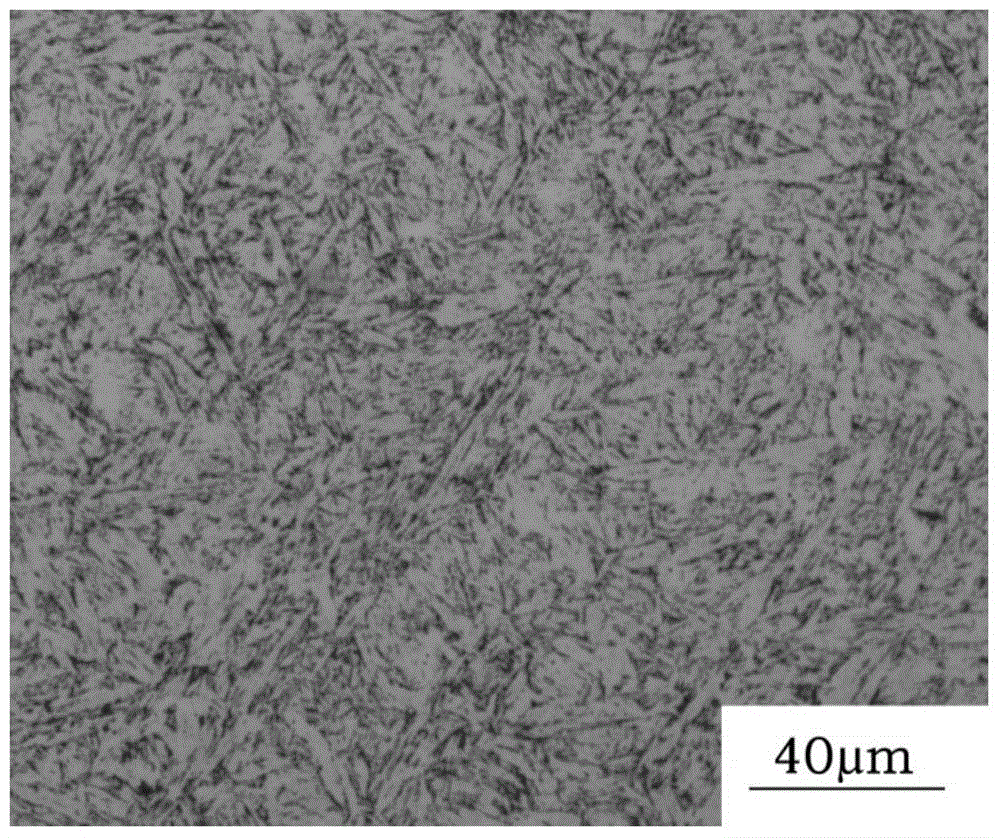
[0051] Using 20% carbon dioxide and 80% argon (volume ratio) protection, welding current 300A; voltage 26V; wire feeding speed: 430-460mm / min; gas flow rate: 2...
Embodiment 2
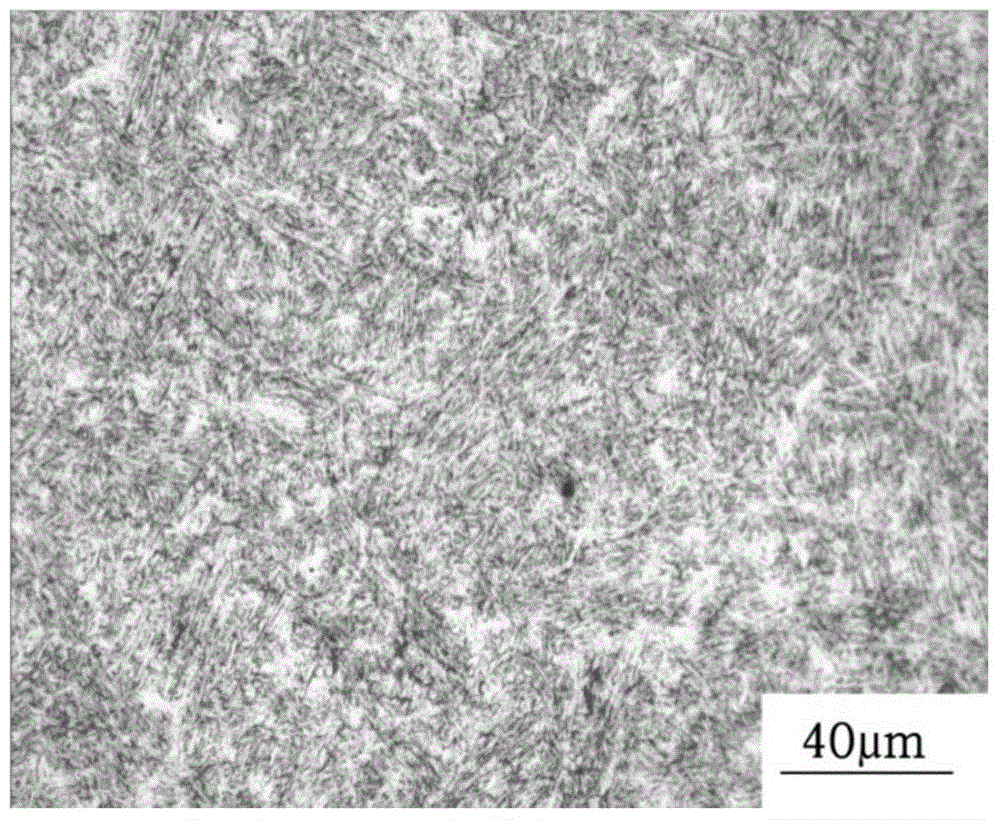
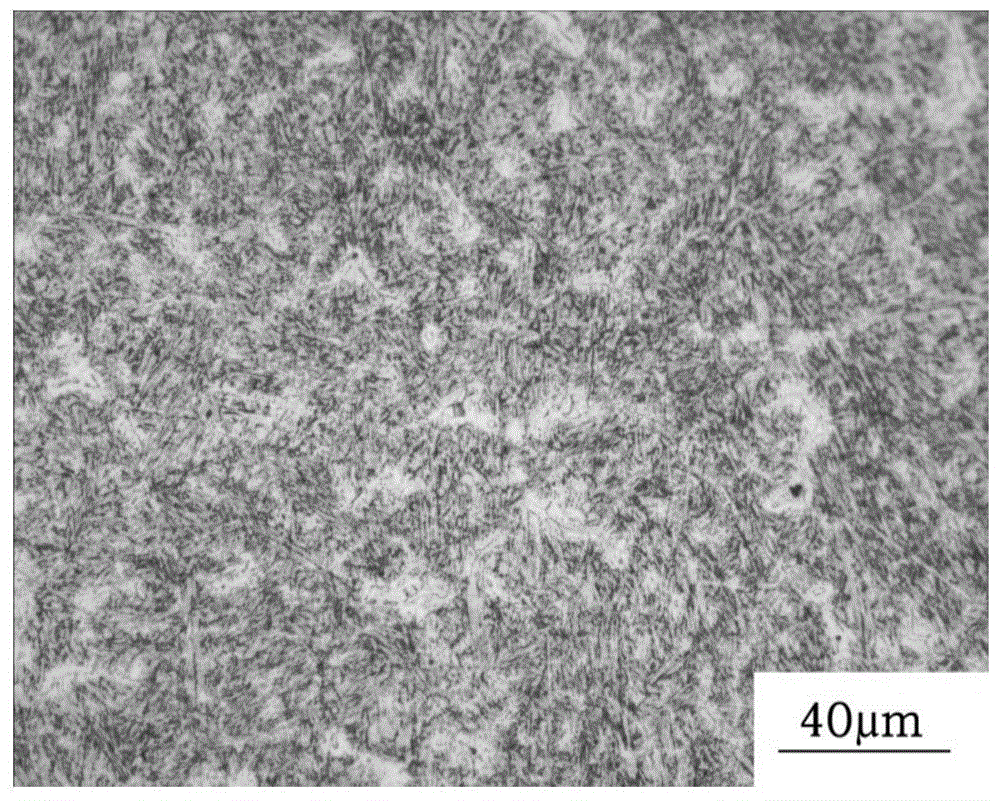
[0054] Sodium fluorosilicate 50g, calcium fluoride 400g, rutile 400g, sodium oxide 70g, potassium oxide 30g, quartz 150g; high carbon ferrochrome powder 1020g, pure chromium powder 3230, pure nickel powder 202g, electrolytic manganese 413g, molybdenum iron Powder 2280g, ferrosilicon powder 590g, rare earth powder 500g, vanadium iron powder 590g, reduced iron powder 75g. Add the obtained flux-cored powder into the U-shaped steel strip groove with a filling rate of 35%, close the U-shaped groove to obtain a surfacing welding flux-cored wire with a diameter of 2.4 mm, and prepare the surfacing welding according to the process described in Example 1. layer, the alloy composition in the obtained deposited metal is: C: 0.15wt.%; Cr: 12.2wt.%; Ni: 0.7wt.%; Mn: 1.3wt.%; Mo: 4.0wt.%; Si: 0.8 wt.%; V: 0.8wt.%; rare earth: 0.10%; Fe: balance. The metallographic micrograph of the surfacing deposited metal is tempered at 650°C for 4 hours. image 3 , the tempered structure is extremely f...
Embodiment 3
[0056] Take 200g sodium fluorosilicate, 250g calcium fluoride, 350g rutile, 50g sodium oxide, 150g potassium oxide, 100g quartz; 2041g high carbon ferrochrome, 3476g pure chromium powder, 86g pure nickel powder, 286g electrolytic manganese, 1700g ferromolybdenum powder , ferrosilicon powder 370g, rare earth powder 200g, vanadium iron powder 670g, reduced iron powder 71g. Add the obtained flux-cored powder into the U-shaped steel strip groove with a filling rate of 35%, close the U-shaped groove to obtain a surfacing flux-cored wire with a diameter of 2.4 mm, and prepare the surfacing layer according to the process of Example 1. The alloy composition in the obtained deposited metal is: C: 0.3wt.%; Cr: 15wt.%; Ni: 0.3wt.%; Mn: 0.9wt.%; Mo: 3wt.%; Si: 0.5wt.%; V: 0.9 wt.%; Rare earth: 0.04%; Fe: balance.
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More