

High-performance tin wire soldering flux for automatic tin soldering and preparation method of high-performance tin wire soldering flux
A high-performance, flux technology, used in welding equipment, welding media, manufacturing tools, etc., can solve the problems of difficult to achieve rapid wetting, difficult to ensure smooth welding, low activity of active substances, and achieve no solder joint residues. White, stable solder joint residue, high insulation resistance effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
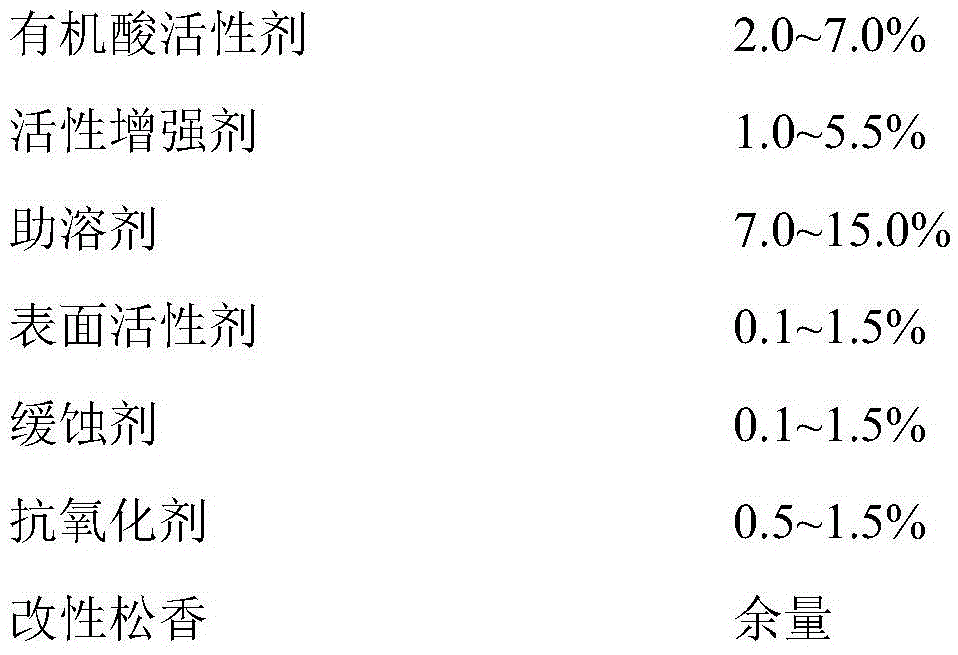
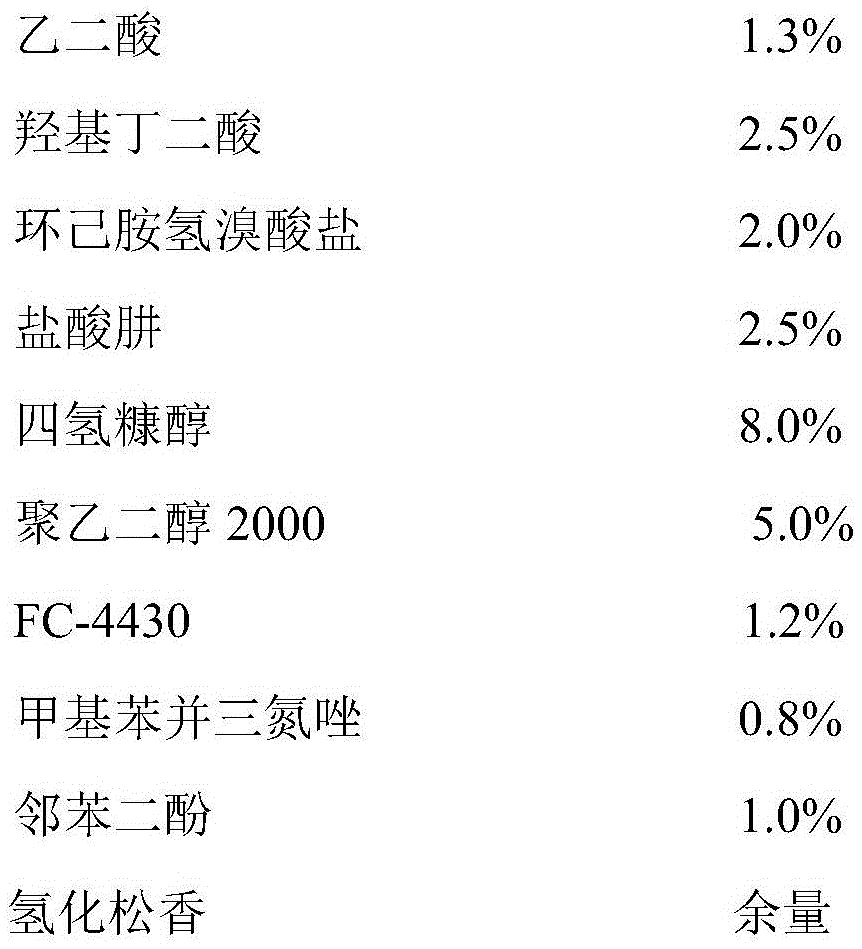
[0027] A high-performance solder wire flux for automatic soldering, the components of the flux raw materials are as follows by weight percentage:
[0028]
[0029] Preparation method: put 80.0 grams of tetrahydrofurfuryl alcohol, 50.0 grams of polyethylene glycol 2000 and 757.0 grams of hydrogenated rosin into a reaction kettle and mix them, heat to 130°C, stir for 30 minutes to fully dissolve; then add 13.0 grams of oxalic acid, 25.0 grams of hydroxysuccinic acid, 20.0 grams of cyclohexylamine hydrobromide, 25.0 grams of hydrazine hydrochloride, 12.0 grams of FC-4330, 8.0 grams of methyl benzotriazole, 10.0 grams of quinone. The heating temperature was maintained at 135°C, and stirred for 35 minutes to make it all melt into the rosin. Pour the obtained flux into the rosin barrel of the extruder (the temperature is stabilized at 133°C), use the Sn0.3Ag0.7Cu solder alloy barrel for drawing, and finally obtain a wire diameter of 0.8mm after rolling, medium drawing and small d...
Embodiment 2
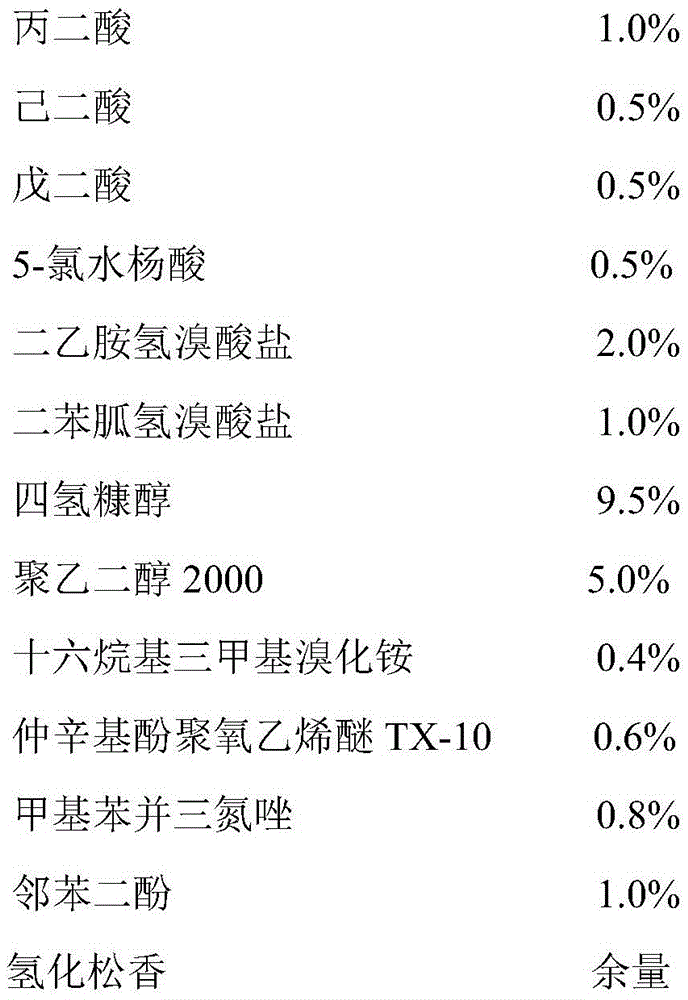
[0031] A high-performance solder wire flux for automatic soldering, each component in the flux is as follows by weight percentage:
[0032]
[0033]Preparation method: Put 95.0 grams of tetrahydrofurfuryl alcohol, 50.0 grams of polyethylene glycol 2000 and 772.0 grams of hydrogenated rosin into the reaction kettle and mix them, heat to 135°C, stir for 30 minutes to fully dissolve; add 10.0 grams of malonic acid, 5.0 grams of hexane Diacid, 5.0 g glutaric acid, 5.0 g 5-chlorosalicylic acid, 20.0 g diethylamine hydrobromide, 10.0 g diphenylguanidine hydrobromide, 4.0 g cetyltrimethylammonium bromide , 6.0 grams of 2-octylphenol polyoxyethylene ether TX-10, 8.0 grams of methyl benzotriazole, 10.0 grams of catechol. The heating temperature is maintained at 138°C, and stirred for 30 minutes to make it all melt into the rosin. Pour the obtained flux into the rosin barrel of the extruder (the temperature is stabilized at 133°C), use the Sn0.3Ag0.7Cu solder alloy barrel for drawin...
Embodiment 3
[0035] A high-performance solder wire flux for automatic soldering, each component in the flux is as follows by weight percentage:
[0036]
[0037] Preparation method: Put 50.0 grams of glycerol, 20.0 grams of polyethylene glycol 4000 and 825.0 grams of water-white hydrogenated rosin into the reaction kettle and mix, heat to 140°C, stir for 20 minutes to fully dissolve; then add 20.0 grams of 2, 3-Dihydroxysuccinic acid, 25.0 grams of 2,3-dibromosuccinic acid, 30.0 grams of diethylamine hydrobromide, 15.0 grams of hydrazine bromide, 5.0 grams of cetylpyridinium bromide, 5.0 grams of 2,3 -Dibromo-1,4-butenediol, 10.0 grams of benzotriazole, 5.0 grams of 2,6-di-tert-butyl-p-cresol. The heating temperature is maintained at 130°C, and stirred for 40 minutes to make it all melt into the rosin. Pour the obtained flux into the rosin barrel of the extruder (the temperature is stabilized at 133°C), use the Sn0.3Ag0.7Cu solder alloy barrel for drawing, and finally obtain a wire dia...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Wire diameter | aaaaa | aaaaa |
| Insulation resistance | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More