

Production method of plating steel belt for household gas wares
A production method and coated steel technology, applied in the direction of coating, sputtering coating, ion implantation coating, etc., can solve the problems of increased difficulty in product forming, rising raw material costs, and low hardness of coated steel strips, and achieve product good performance effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0037] The present invention is described in detail below:
[0038] Table 1 is the list of cold rolling process parameters of each embodiment of the present invention and comparative examples;
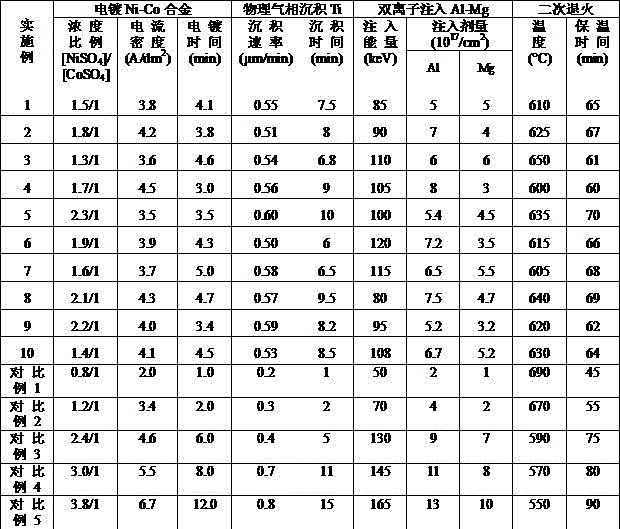
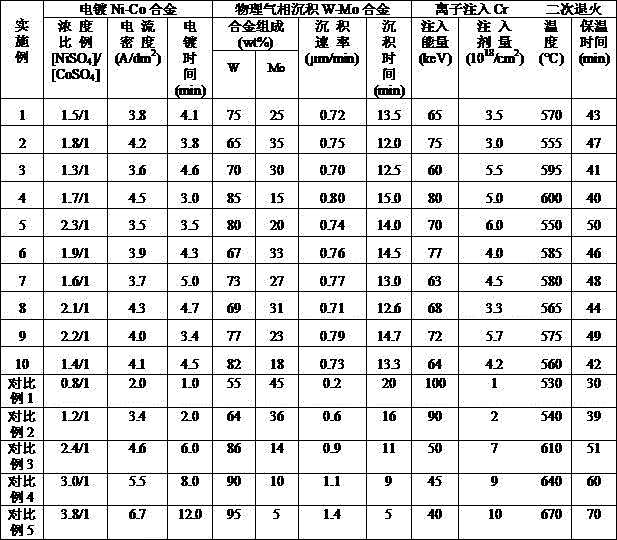
[0039] Table 2 is the tape making process parameter list of each embodiment of the present invention and comparative example;
[0040] Table 3 is a product performance list of each embodiment of the present invention and comparative examples.
[0041] Each embodiment of the present invention is all produced according to the following steps:
[0042] 1) Using ordinary DC03 hot-rolled pickled coil as raw material, carry out 9 or 10 times of cold rolling and repeated rolling, and control the total reduction ratio
[0043] 93~97%, then conventional degreasing;
[0044] 2) Perform the first annealing under the full hydrogen protective atmosphere, control the annealing temperature at 630-670 °C, and hold the holding time at 60-70 min;
[0045] 3) Tape making:
[0046] A. Unwinding, slit...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More