

Method for recovering rhodium from inactive rhodium-containing homogeneous catalyst
A homogeneous catalyst and waste catalyst technology, which is applied in the improvement of process efficiency, photography process, instruments, etc., can solve the problems of low leaching rate, low product purity, and high material consumption, and achieve improved reaction activity, high product purity, and material and energy consumption. low consumption effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
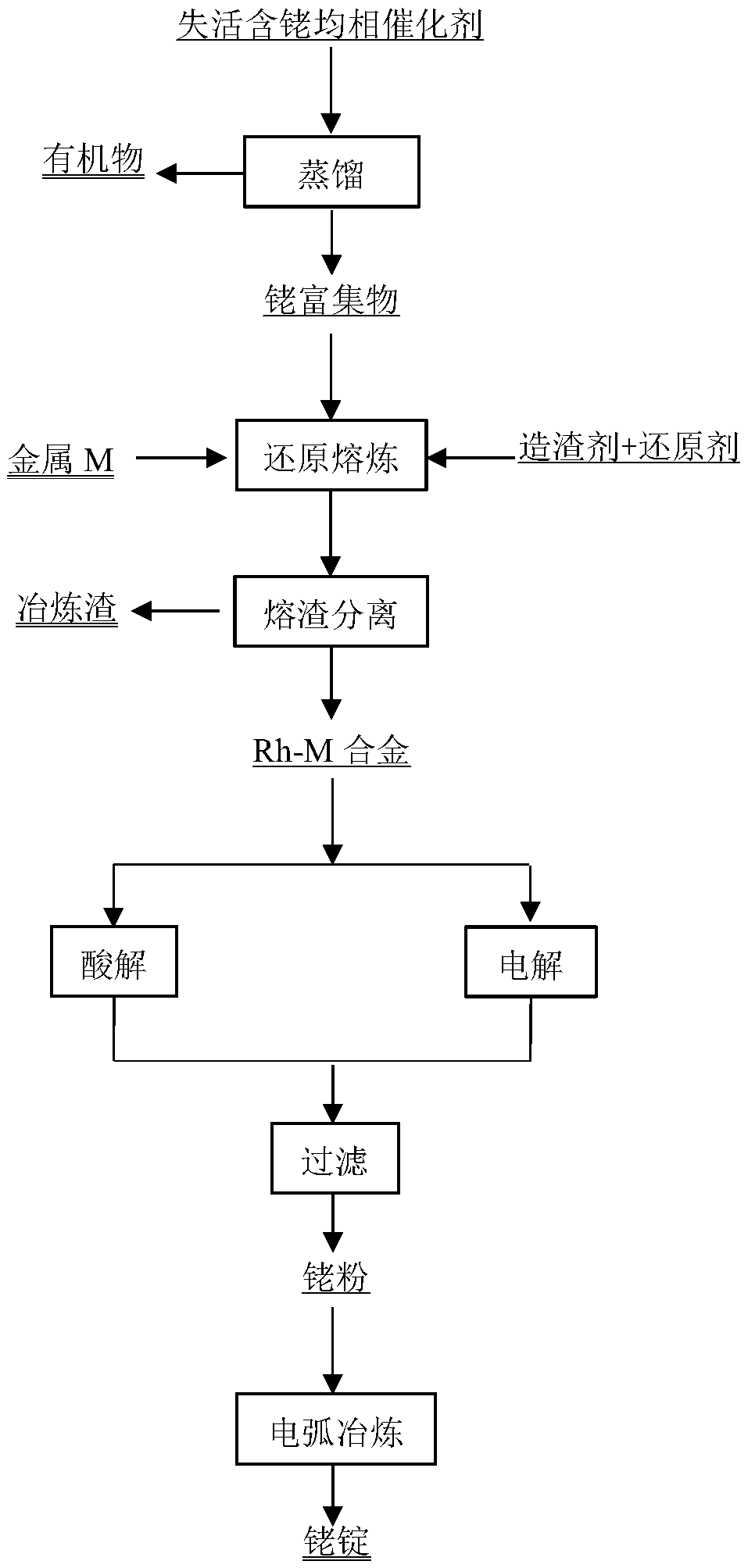
[0038] The deactivated rhodium-containing homogeneous catalyst was distilled at 100° C. for 10 h to recover organic matter and obtain rhodium-enriched matter. Iron is used as an alloy element, and the composition ratio of Rh and Fe is Rh: 92wt%, Fe: 8wt%. Coke is used as a reducing agent, and the addition amount is 60wt% of the rhodium enrichment. Calcium oxide is used as a slagging agent, and the addition amount is 25wt% of the rhodium enrichment. After mixing the above raw materials, put them in an induction furnace for smelting at 800°C for 6 hours. Rh-Fe alloy is obtained by slag separation. The Rh-Fe alloy is electrolyzed to obtain rhodium powder. The electrolysis conditions are: voltage -0.4V, electrolysis temperature 25°C, and electrolysis efficiency 98%. Rhodium powder is smelted in an electric arc furnace at 2000°C for 5 minutes to obtain rhodium ingots. After testing, the recovery rate of rhodium reached 98.5%.
Embodiment 2
[0040] The deactivated rhodium-containing homogeneous catalyst was distilled at 120° C. for 9 hours to recover organic matter and obtain rhodium-enriched matter. Iron is used as an alloy element, and the composition ratio of Rh and Fe is Rh: 88wt%, Fe: 12wt%. Coke and coal are used as reducing agents, the coke addition is 40wt% of the rhodium enrichment, and the addition of coal is 10wt% of the rhodium enrichment. Calcium oxide and aluminum oxide are used as slagging agents, the addition of calcium oxide is 10wt% of the rhodium enrichment, and the addition of alumina is 5wt% of the rhodium enrichment. After mixing the above raw materials, place them in an induction furnace for smelting at 900°C for 5.5 hours. Rh-Fe alloy is obtained by slag separation. Rh-Fe alloy carries out acid hydrolysis to obtain rhodium powder, and acid hydrolysis condition is: c(H + ) is 1mol / L, and the acid hydrolysis temperature is 20°C. Rhodium powder is smelted in an electric arc furnace at 2050...
Embodiment 3
[0042] The deactivated rhodium-containing homogeneous catalyst was distilled at 130° C. for 8 hours to recover organic matter and obtain rhodium-enriched matter. Iron is used as an alloy element, and the composition ratio of Rh and Fe is Rh: 84wt%, Fe: 16wt%. Coke, coal and graphite are used as reducing agent, and the addition of coke is 40wt% of the rhodium enrichment, the addition of coal is 10wt% of the rhodium enrichment, and the addition of graphite is 10wt% of the rhodium enrichment. Calcium fluoride is used as a slagging agent, and the addition of calcium fluoride is 25wt% of the rhodium enrichment. After mixing the above raw materials, place them in an induction furnace for smelting at 1000°C for 5.5 hours. Rh-Fe alloy is obtained by slag separation. The Rh-Fe alloy is electrolyzed to obtain rhodium powder. The electrolysis conditions are: voltage -0.3V, electrolysis temperature 40°C, and electrolysis efficiency 96%. Rhodium powder is smelted in an electric arc furn...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More