

Seamless flux-cored wire for high-strength steel welding of ocean engineering
A seamless flux-cored welding wire and marine engineering technology, applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc., can solve the problem of poor impact toughness of welding wire and weld metal that cannot meet the requirements of weld structure and mechanical properties , less slag-forming agent, welding processability and other problems, to achieve good welding processability, good moisture absorption resistance, and avoid the effect of grain growth
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
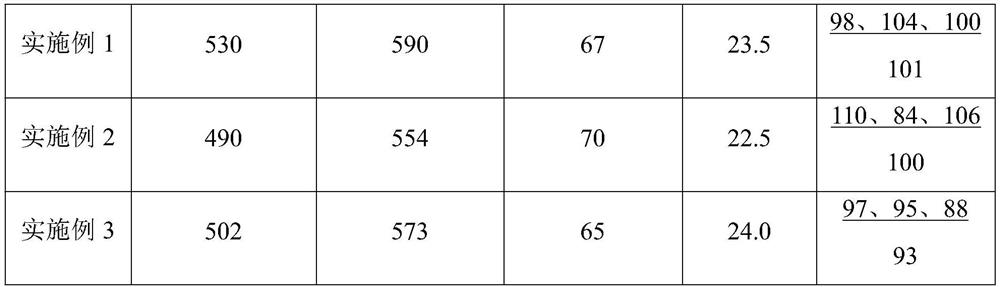
Embodiment 1
[0041] The core powder of the seamless flux-cored wire includes the following components by mass percentage: rutile 44%, quartz 1.3%, sodium fluoride 1.3%, potassium titanate 3.9%, bismuth oxide 0.05%, high-carbon ferromanganese 10% , nickel powder 7%, rare earth ferrosilicon 4%, magnesium powder 3.5%, and the balance is iron powder. The filling rate of the core powder in the seamless flux-cored wire is 15%, and the diameter of the seamless flux-cored wire is 1.2mm.
Embodiment 2
[0043] The core powder of the seamless flux-cored wire includes the following components by mass percentage: rutile 46%, quartz 1.5%, sodium fluoride 1.3%, potassium titanate 4.5%, bismuth oxide 0.05%, high-carbon ferromanganese 11% , nickel powder 8%, rare earth ferrosilicon 4.5%, magnesium powder 2%, and the balance is iron powder. The filling rate of the core powder in the seamless flux-cored wire is 13%, and the diameter of the seamless flux-cored wire is 1.2mm.
Embodiment 3
[0045] The core powder of the seamless flux-cored wire includes the following components by mass percentage: rutile 45%, quartz 1.8%, sodium fluoride 1.6%, potassium titanate 5.0%, bismuth oxide 0.05%, high-carbon ferromanganese 9% , nickel powder 6%, rare earth ferrosilicon 3.5%, magnesium powder 3.5%, and the balance is iron powder. The filling rate of the core powder in the seamless flux-cored wire is 17%, and the diameter of the seamless flux-cored wire is 1.2mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More