

Isothermal quenching heat treatment process method for third-generation bearing steel
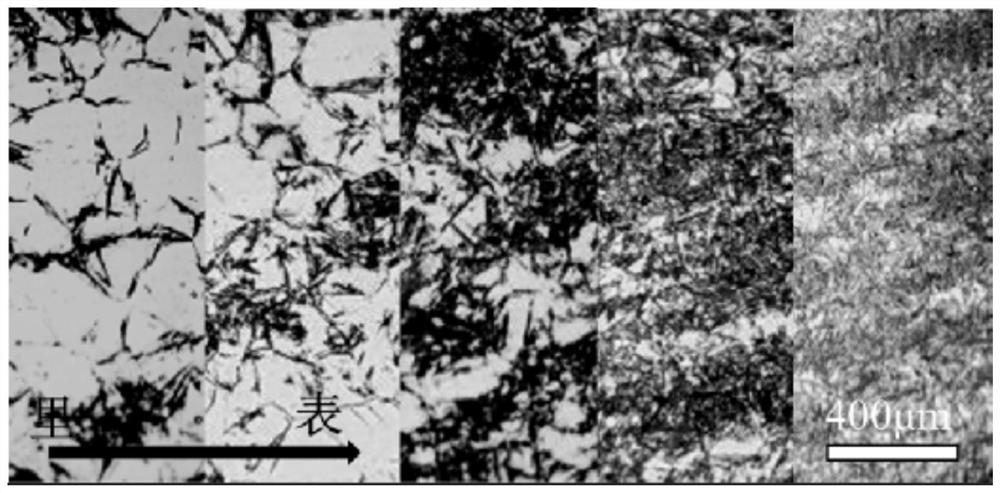
A technology of isothermal quenching and process method, which is applied in the field of bearing steel, can solve the problems of poor comprehensive mechanical properties, poor structure uniformity, and large environmental impact, and achieve the effects of improving plasticity, toughness, uniform structure, and good red hardness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0060] Embodiment 1: What this embodiment uses is the first kind of bearing steel block, and it carries out the following processing steps:
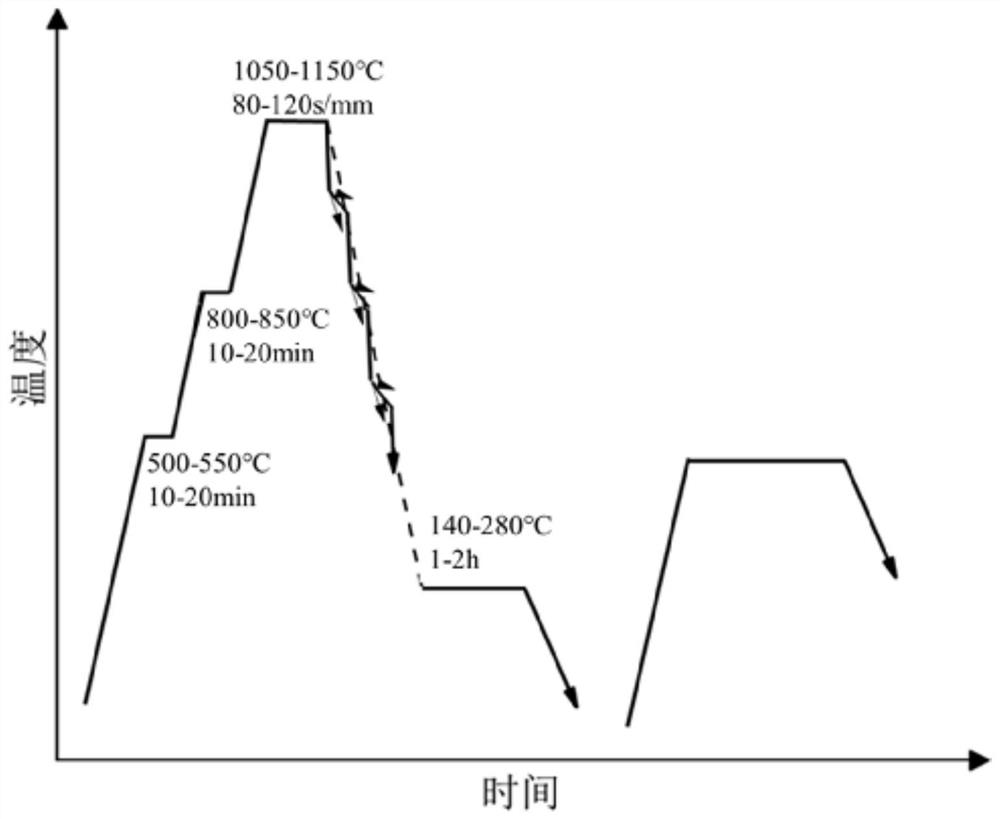
[0061] (7a.1) Solution treatment:
[0062] At 10°C / min, heat to the first stage temperature of 550°C, and keep warm for 15 minutes;
[0063] At 10°C / min, heat to the second stage temperature of 850°C and hold for 15 minutes;
[0064] Heat at 5°C / min to a solid solution temperature of 1090°C, and a solid solution time of 45 minutes;
[0065] (7a.2) Austempering: put it into the tube furnace quickly, and cool down rapidly by means of segmental circulation cooling;
[0066] (7a.2.1) High pressure and high flow rate gas quenching: pressure P 1 =1.5MPa; Velocity V 1 =0.5m / s, carry out purging, and the purging time is t 1 = 60s;
[0067] (7a.2.2) Gas quenching at low pressure and low flow rate: pressure P 2 =0.3MPa; Velocity V 2 =0.2m / s,t 2 = 60s;
[0068] (7a.2.3) Cycle step (7a.2.1) and step (7a.2.2) 7 times until cooled to isother...
Embodiment 2
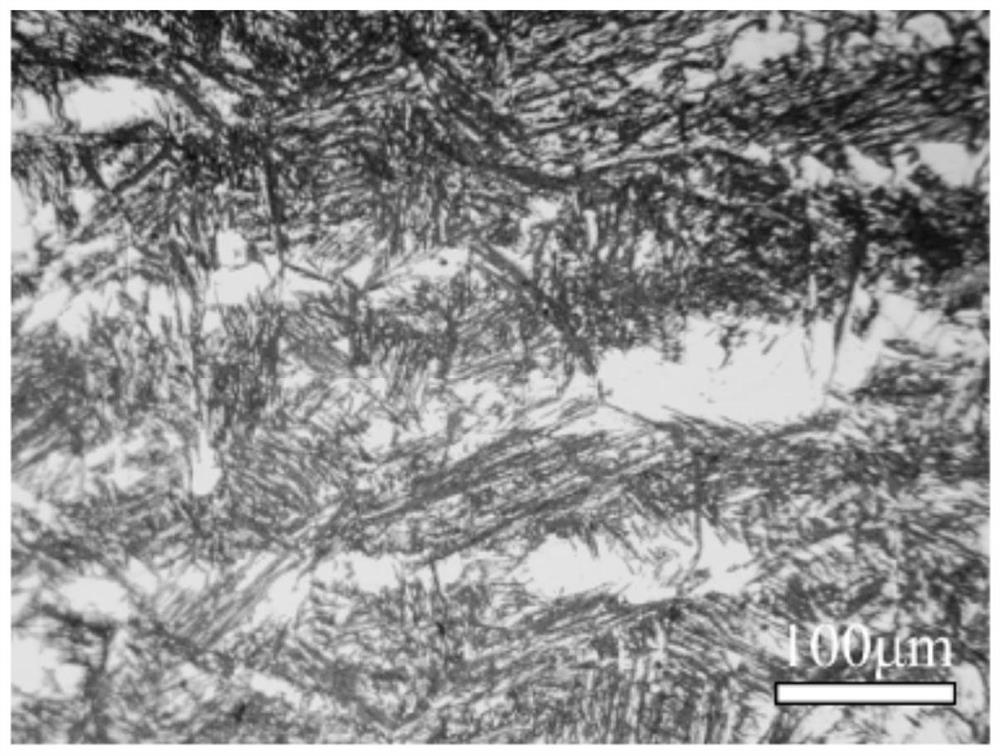
[0071] Embodiment 2: The difference between this embodiment and Embodiment 1 is that the isothermal temperature of step (7a.2.3) is 180°C.
[0072] The metallographic structure photograph of present embodiment is as Figure 4 As shown, the tissue is uniform.
Embodiment 3
[0073] Embodiment 3: The difference between this embodiment and Embodiment 1 is that the isothermal temperature of step (7a.2.3) is 220°C.
[0074] The metallographic structure photograph of present embodiment is as Figure 5 As shown, the tissue is uniform.
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More