Laser cladding method for inhibiting cracking of FeCoCrNiMnAl high-entropy alloy cladding layer
A high-entropy alloy and laser cladding technology, which is applied in the field of high-entropy alloys, can solve the problems of low production cost, unenvironmental protection of the process, and high production cost, and achieve the effects of low production cost, environmental protection process and high product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0019] A laser cladding method for suppressing cladding layer cracking, comprising the steps of:
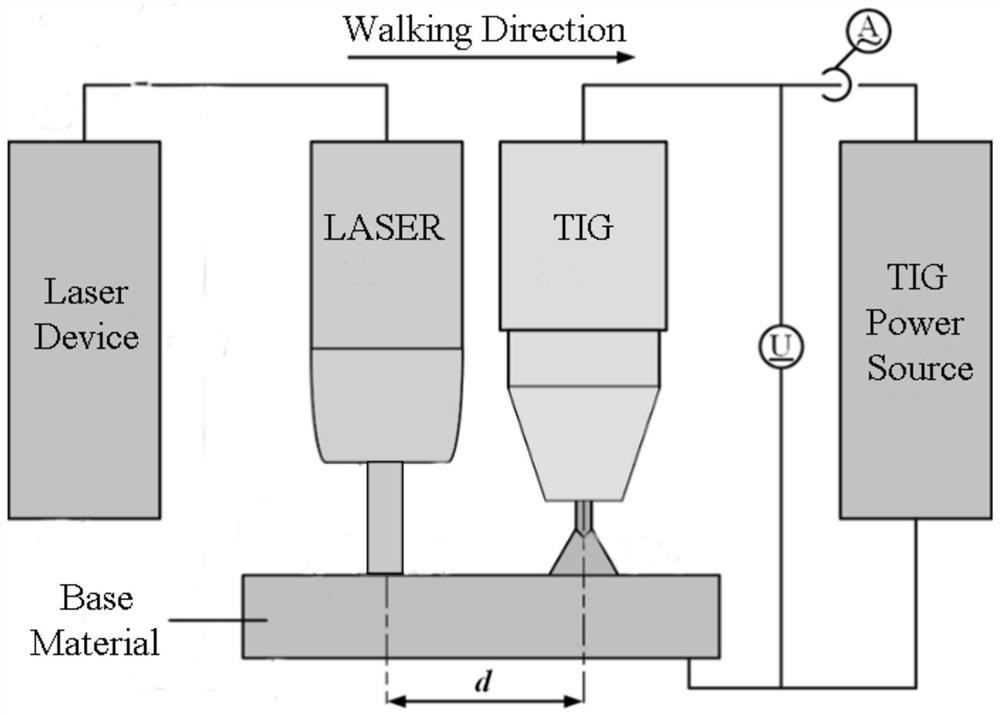
[0020] The tungsten pole of the argon tungsten arc welding torch protrudes from the front end of the torch, and the horizontal distance between the projection of the tungsten pole of the argon tungsten arc welding torch on the workpiece surface and the projection of the laser spot center of the laser cladding nozzle on the workpiece surface The diameter of the tungsten electrode used in the argon tungsten arc welding torch is 2mm, and the extension end of the tungsten electrode of the argon tungsten arc welding torch is 5mm;
[0021] The diameter of the laser spot of the laser cladding nozzle is 2mm;
[0022] The shielding gas of argon tungsten arc welding torch and laser cladding adopts one of nitrogen and argon, and the air flow of the shielding gas is selected as 20L / min.
[0023] The current of the argon tungsten arc welding torch is 50A, the AC frequency of the argon tungst...
Embodiment 2
[0029] This embodiment is the second embodiment of the laser cladding method of the present invention. The difference from Embodiment 1 is that the current of the argon tungsten arc welding torch is 80A, the AC frequency of the argon tungsten arc welding torch is 70Hz, and the laser cladding The power is 1800w, and the powder spraying volume is 15L / min.
[0030] Other steps are identical with embodiment 1. The thickness of the cladding layer in this embodiment is 3mm.
[0031] Experimental results: After the X-ray flaw detection experiment, it was found that the cladding layer obtained in Example 2 had no cracks on the surface. The average hardness of the obtained cladding layer is 562HV. The indentation strain method is used to measure the residual compressive stress on the surface. According to the national standard GB / T24179-2009, the pressure ball is a cloth-type hard alloy indenter with a diameter of 2.5mm. The model is XL2101B5 static strain measuring instrument, and t...
Embodiment 3
[0033] The difference from Example 1 is that the current of the argon tungsten arc welding torch is 30A, the AC frequency of the argon tungsten arc welding torch is 50Hz, the laser cladding power is 1200w, and the powder injection rate is 10L / min.
[0034] Other steps are identical with embodiment 1. The cladding layer thickness of the present embodiment is 1mm;
[0035] Experimental results: After the X-ray flaw detection experiment, it was found that the cladding layer obtained in Example 3 had no cracks on the surface. The average hardness of the obtained cladding layer is 571HV. The indentation strain method is used to measure the residual compressive stress on the surface. According to the national standard GB / T24179-2009, the pressure ball is a cloth-type hard alloy indenter with a diameter of 2.5mm. The model is XL2101B5 static strain measuring instrument, and the model is BFI20- 1.5CF strain gauge, resistance value 120±0.2Ω, gage factor 2.08±1%. Under the load force...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap