

Laser welding method for aluminum alloy/nickel-based alloy or nickel dissimilar material
A technology of nickel-based alloys and dissimilar materials, used in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of easy formation of pores and solidification cracks, low surface tension of liquid metal, and changes in the chemical composition of welds. The microstructure is refined and dense, the effective connection bearing area is large, and the effect of delaying the nucleation and growth of brittle and hard precipitates
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
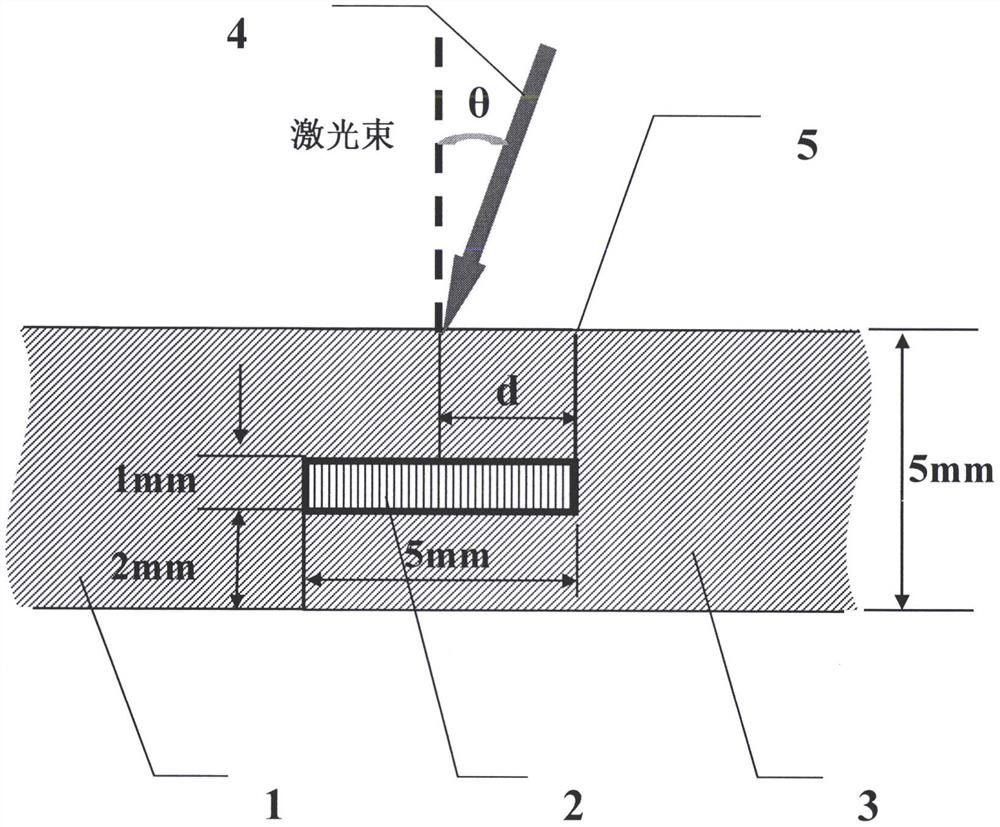
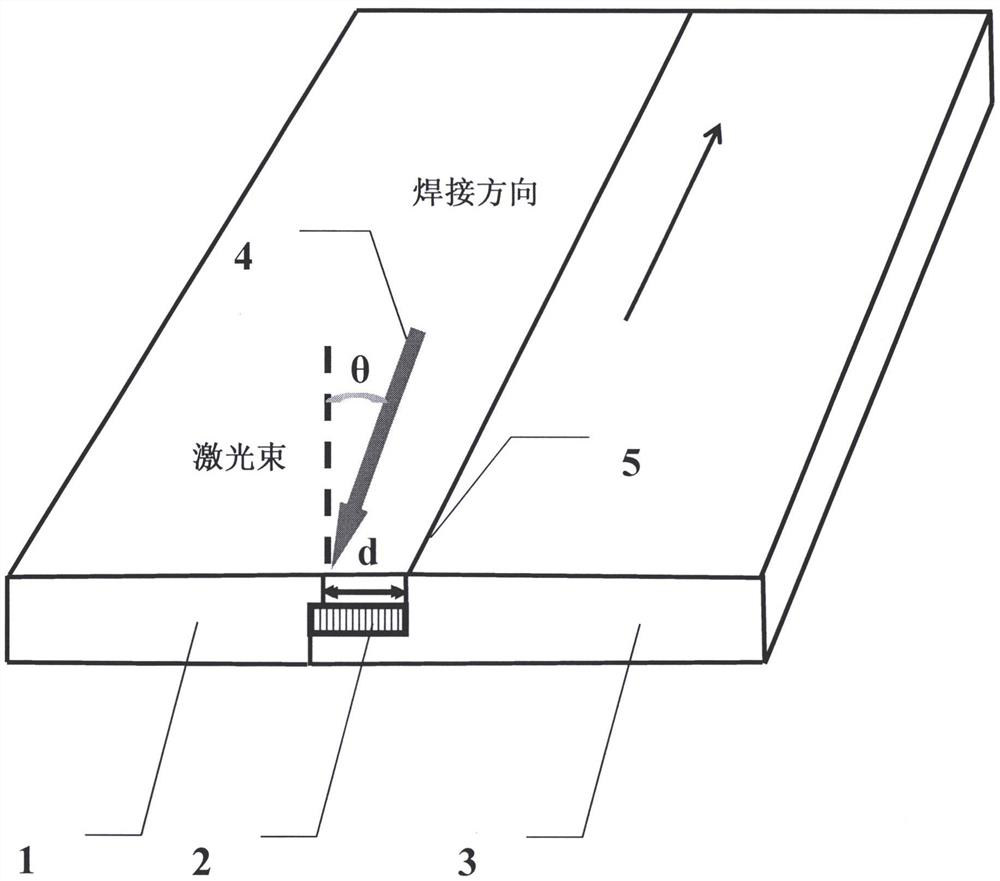
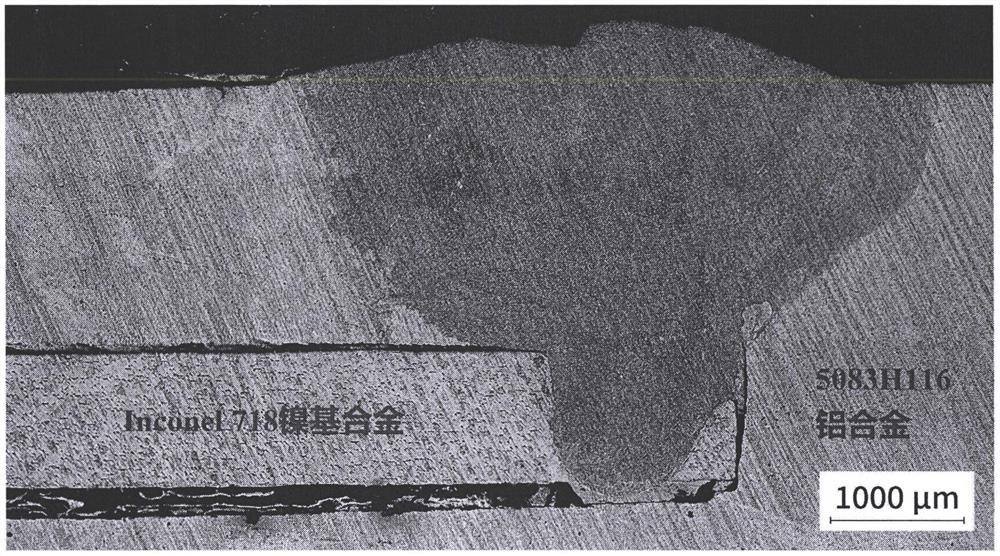
[0028]The method of the invention is used to weld aluminum alloy / nickel-based alloy dissimilar materials, improve weld plasticity from three angles of welding structure, welding process and welding metallurgy, relieve interface internal stress, improve weld surface shape, and improve welding quality. The aluminum alloy material is 5083H116 aluminum alloy, and the nickel-based alloy material is Inconel 718 non-directionally solidified nickel-based superalloy. The chemical composition (mass percentage) of Inconel 718 nickel-based alloy plate is Ni≤52.38%, Cr≤19.3%, Nb+Ta≤5.07%, Mo≤3.12%, Ti≤1.02%, Al≤0.5%, Si≤0.04%, Mn≤0.02%, Cu≤0.02%, C≤0.02%, Fe balance. 5083H116 aluminum alloy plate chemical composition (mass percentage) Mg 4.4%, Mn 0.48%, Fe0.34%, Si 0.138%, Cr 0.065%, Cu 0.037%, Ti 0.029%, Zn 0.012%, Al balance. Inconel718 nickel base alloy sheet thickness is 1mm, width is 5mm, and length is 300mm. The step type 5083H116 aluminum alloy plate is 5mm thick, the bottom side ...
Embodiment 2
[0034] The welding method of this embodiment is different from that of Embodiment 1 in that the offset distance of the laser beam is 0.7 mm, and the other methods are the same as those of Embodiment 1, and the welding of dissimilar materials is completed according to the standard process. There are no obvious defects on the surface of the weld, and there are no pores and cracks inside. In the tensile test, the joint breaks in the upper aluminum alloy weld, and the tensile strength of the joint reaches 67MPa.
Embodiment 3
[0036] The welding method of this embodiment differs from that of Embodiment 1 in that the laser power is 2.2 kW, and the welding speed is 0.4 m / min. The other methods are the same as those of Embodiment 1, and the welding of dissimilar materials is completed according to the standard process. There are no obvious defects on the surface of the weld, and there are no pores and cracks inside. In the tensile test, the joint breaks in the upper aluminum alloy weld, and the tensile strength of the joint reaches 69MPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More