

Method diffusion welding titanium alloy and copper alloy using niobium central layer
A diffusion welding and titanium alloy technology, applied in the field of welding metal titanium alloy and copper alloy, can solve the problems of reducing the plasticity and toughness of welded joints, low mutual solubility, cracking of weldments, etc., to improve toughness and bonding strength, and improve joint strength , the effect of reducing joint deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] Embodiment 1: the connection of titanium alloy (Ti-6Al-4V) and copper alloy (oxygen-free copper),
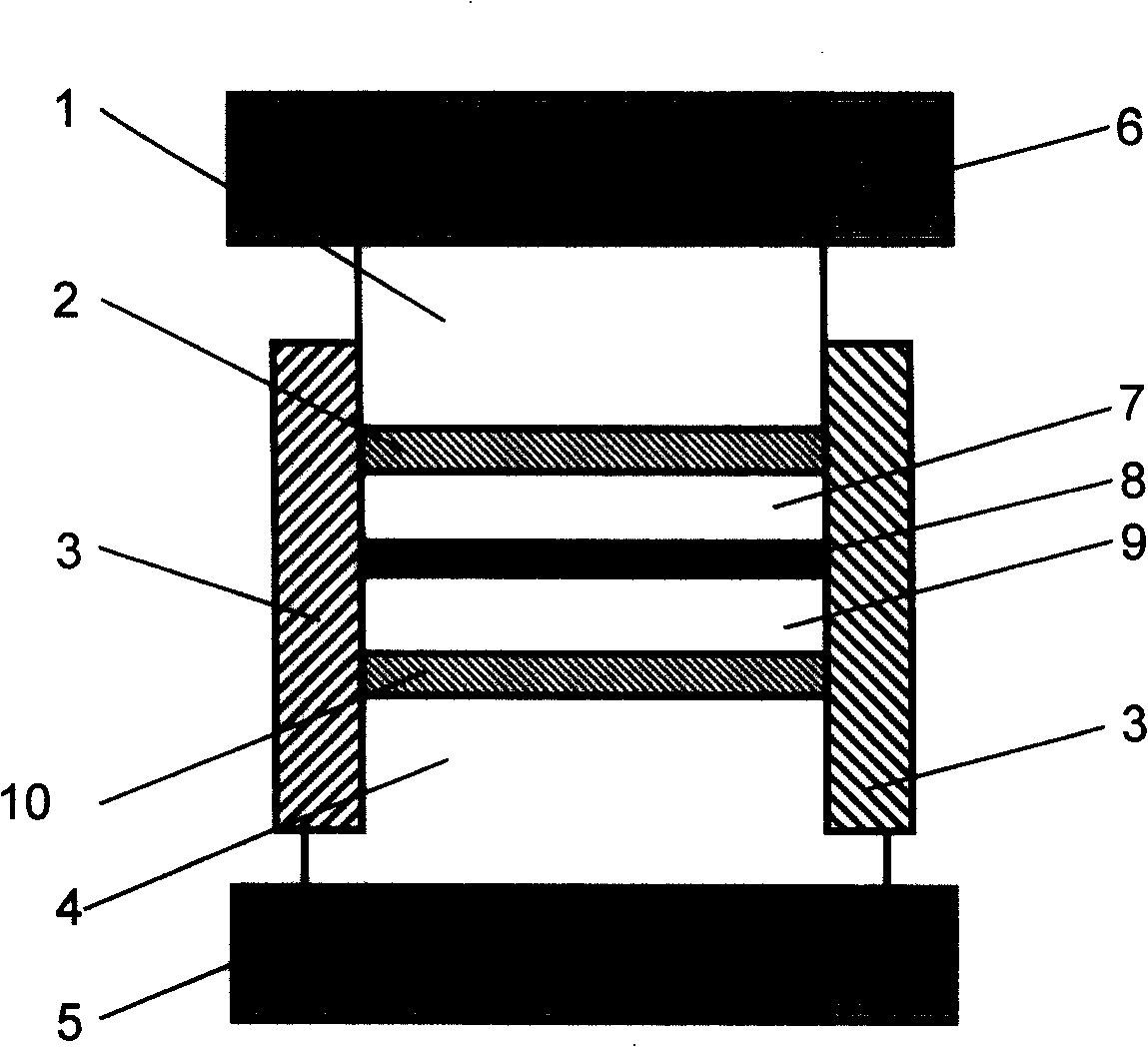
[0022] A method for diffusion welding a titanium alloy and a copper alloy utilizing a niobium intermediate layer, comprising the following steps:
[0023] 1) Surface cleaning of the workpiece before welding: select niobium foil as the intermediate layer connecting the Ti-6Al-4V alloy and the oxygen-free copper disc, the niobium intermediate layer has a purity of 99%, a thickness of 50 μm, and a diameter of 25 mm; the weldment is 25 mm in diameter Ti-6Al-4V alloy and oxygen-free copper disc; use surface grinder, grinder and other equipment to process the surface to be welded of Ti-6Al-4V alloy, oxygen-free copper disc and niobium foil, and then use a particle size of 1000 #, 1500# and 2000# metallographic sandpapers were polished step by step; then the Ti-6Al-4V alloy, oxygen-free copper disc and niobium foil were rinsed with deionized water, and ultrasonically cleaned wit...
Embodiment 2
[0027] Embodiment 2: the connection of titanium alloy (Ti-6Al-4V) and copper alloy (bronze),
[0028] A method for diffusion welding a titanium alloy and a copper alloy utilizing a niobium intermediate layer, comprising the following steps:
[0029] 1) Surface cleaning of the workpiece before welding: choose niobium foil as the intermediate layer connecting the Ti-6Al-4V alloy and the bronze disc, the niobium intermediate layer is 99% pure, 100 μm in thickness, and 25 mm in diameter; the weldment is a Ti- 6Al-4V alloy and bronze disc; use surface grinder, grinder and other equipment to process the surface of Ti-6Al-4V alloy, bronze disc and niobium foil to be welded flat, and then use the particle size of 1000#, 1500# and 2000# # metallographic sandpaper was polished step by step; then the Ti-6Al-4V alloy, bronze disc and niobium foil were rinsed with deionized water, and ultrasonically cleaned with acetone for 10 min, and set aside.
[0030] 2) Weldment assembly and furnace:...
Embodiment 3
[0032] Embodiment 3: the connection of titanium alloy (Ti-5Al-2.5Sn) and copper alloy (brass),
[0033] A method for diffusion welding a titanium alloy and a copper alloy utilizing a niobium intermediate layer, comprising the following steps:
[0034]1) Surface cleaning of the workpiece before welding: select niobium powder as the intermediate layer connecting the Ti-5Al-2.5Sn alloy and the brass disc, the niobium intermediate layer has a purity of 99%, an average particle size of 5 μm, a layer thickness of 100 μm, and a diameter of 25 mm; The weldment is a Ti-5Al-2.5Sn alloy and brass disc with a diameter of 25mm. The surface to be welded of the Ti-5Al-2.5Sn alloy and brass disc is processed with a surface grinder, a grinder and other equipment, and then the grain size 1000#, 1500# and 2000# metallographic sandpapers were used to polish and smooth step by step; then the Ti-5Al-2.5Sn alloy and brass discs were rinsed with deionized water, and ultrasonically cleaned with aceton...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More