Flux cored wire for particle reinforced aluminum-based composite material fusion welding
A particle-reinforced aluminum and flux-cored welding wire technology, applied in the direction of welding/cutting media/materials, welding media, welding equipment, etc., can solve the problems of low strength of welded joints, unfavorable in-situ reaction of the molten pool, weakening of the strengthening phase, etc., to achieve The effect of improving mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
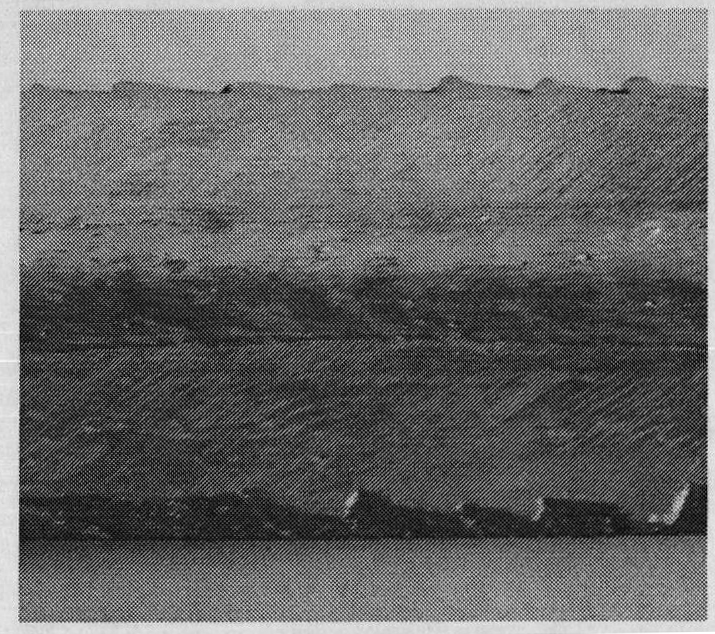
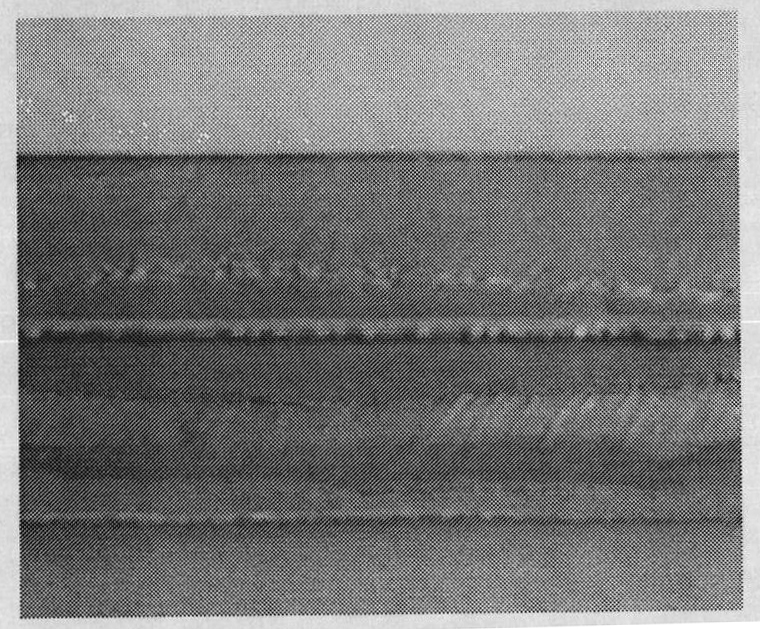
[0045] The applied flux cored wire diameter is The welding wire powder accounts for 20% of the total mass of the flux cored wire, the flux core powder is 40Ti-20Ni-Al, and the aluminum skin of the wire is 7Si-Al, and the SiCp / 6061 composite material is welded. Before welding, put the flux-cored wire into a vacuum oven, keep it warm at 200°C for three hours, take it out of the oven after the wire is cooled, and use 180 # The base metal and flux-cored wire are sanded to remove the oxide film, and then cleaned with acetone. After drying the sample at 150°C, use Ar+25%N 2 As ion gas, the ion gas flow rate is 3L / min, with Ar as the shielding gas, the shielding gas flow rate is 9L / min, the welding current is 80A, the welding speed is 60mm / min, and the flux cored wire adding speed is 40mm / min~80mm / min. Sampling and analysis of welded joints after welding, by figure 1 , figure 2 It can be seen that a macroscopically well-formed welded joint can be obtained by adding flux-cored...
Embodiment 2
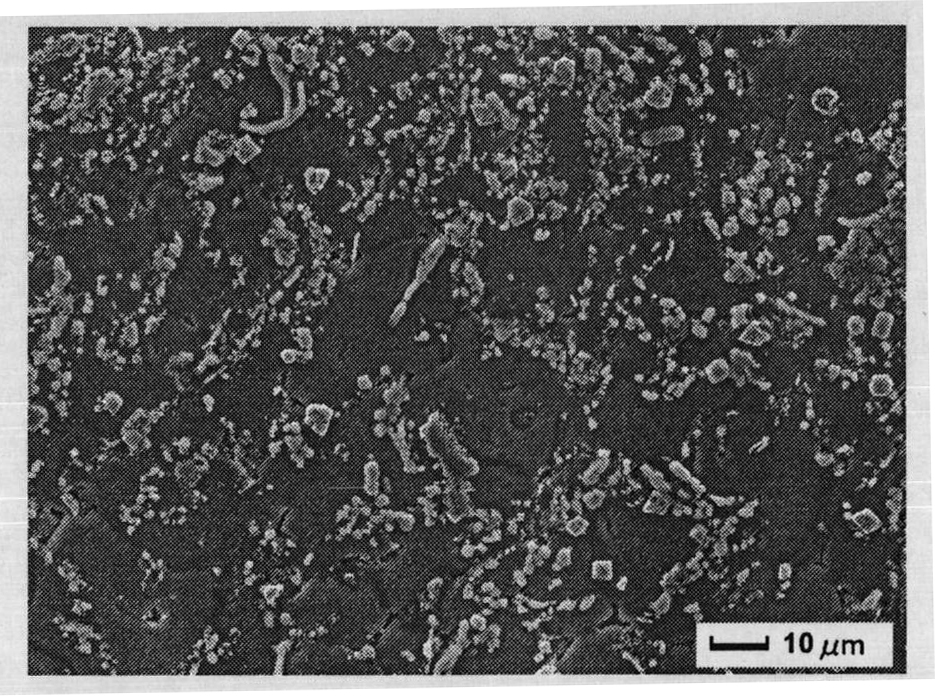
[0047] The applied flux cored wire diameter is The welding wire powder accounts for 20% of the total mass of the flux cored wire, the flux core powder is 40Ti-20Mg-Al, and the aluminum skin of the welding wire is 7Si-Al, and the SiCp / 6061 composite material is welded. Before welding, put the flux-cored wire into a vacuum oven, keep it warm at 200°C for three hours, take it out of the oven after the wire is cooled, and use 180 # The base metal and flux-cored wire are sanded to remove the oxide film, and then cleaned with acetone. After drying the sample at 150°C, use Ar+25%N 2 As ion gas, the ion gas flow rate is 3L / min, with Ar as the shielding gas, the shielding gas flow rate is 9L / min, the welding current is 80A, the welding speed is 60mm / min, and the flux cored wire adding speed is 40mm / min~80mm / min. After welding, the welded joints were sampled and analyzed, and the results showed that: TiC, TiN, AlN, Al 3 Ti, MgAl 2 o 4 and Mg 3 N and other reinforcing particles,...
Embodiment 3
[0049] The applied flux cored wire diameter is The welding wire powder accounts for 20% of the total mass of the flux cored wire, the flux core powder is 40Ti-20Mg-5La-Al, and the aluminum skin of the wire is 7Si-Al, and the SiCp / 6061 composite material is welded. Before welding, put the flux-cored wire into a vacuum oven, keep it warm at 200°C for three hours, take it out of the oven after the wire is cooled, and use 180 # The base metal and flux-cored wire are sanded to remove the oxide film, and then cleaned with acetone. After drying the sample at 150°C, use Ar+25%N 2 As ion gas, the ion gas flow rate is 3L / min, with Ar as the shielding gas, the shielding gas flow rate is 9L / min, the welding current is 80A, the welding speed is 60mm / min, and the flux cored wire adding speed is 40mm / min~80mm / min. After welding, the welded joints were sampled and analyzed, and the results showed that: TiN, TiC, Ti 5 Si 3 , AlN, AlTi, Al 3 Reinforcing particles such as Ti and SiC, the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com